-
Akun kannen leimausosat
Akkukannen leimausosamme ovat tarkasti valmiste...
-
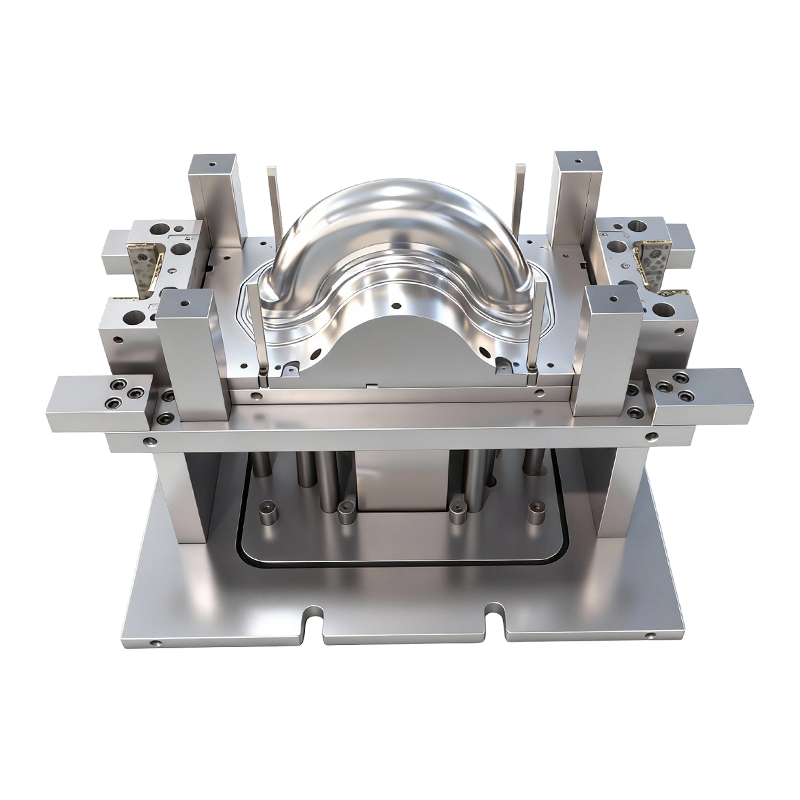
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-

Raskaiden kuorma-autojen leimausosat
Raskaiden kuorma-autojen leimausosamme on valmi...
-
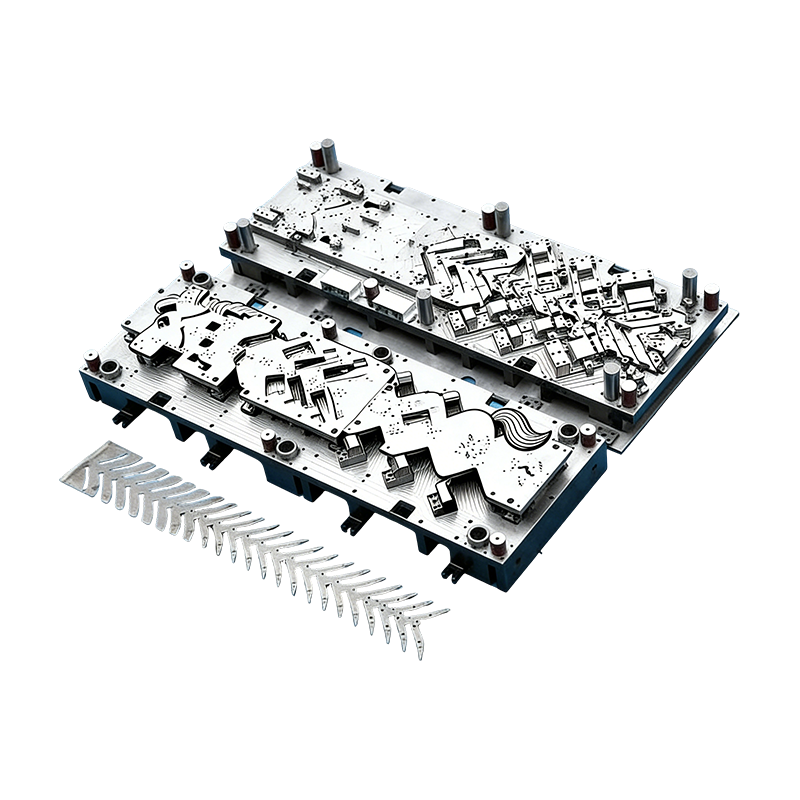
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
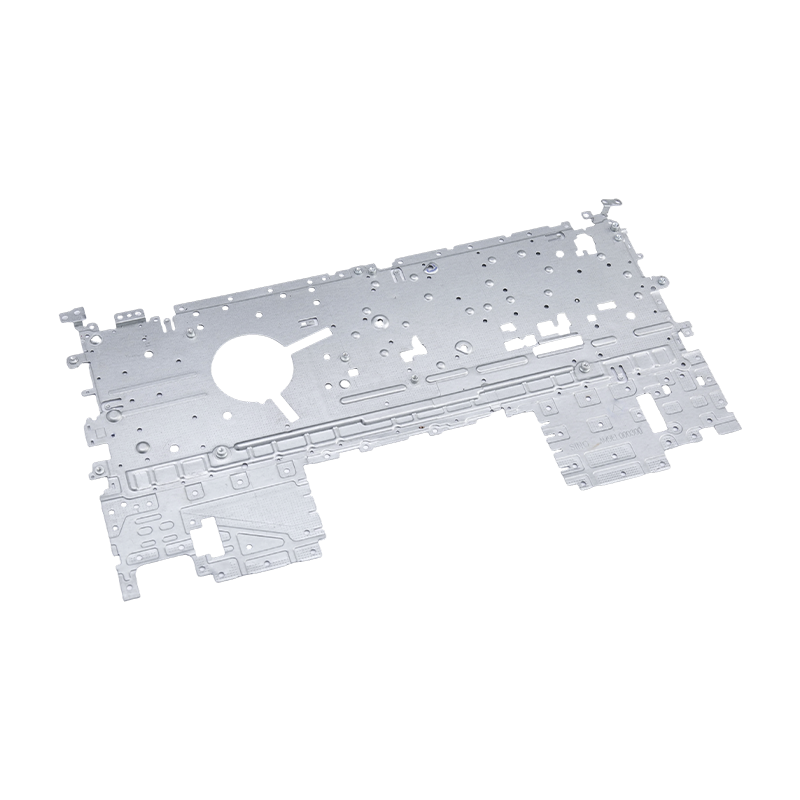
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-

Huippuluokan uunin leimausosat
Huippuluokan uunin leimausosamme ovat tarkasti ...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Akun kannen leimausosat sähköautojen ja energian varastointiakkujen koteloihin
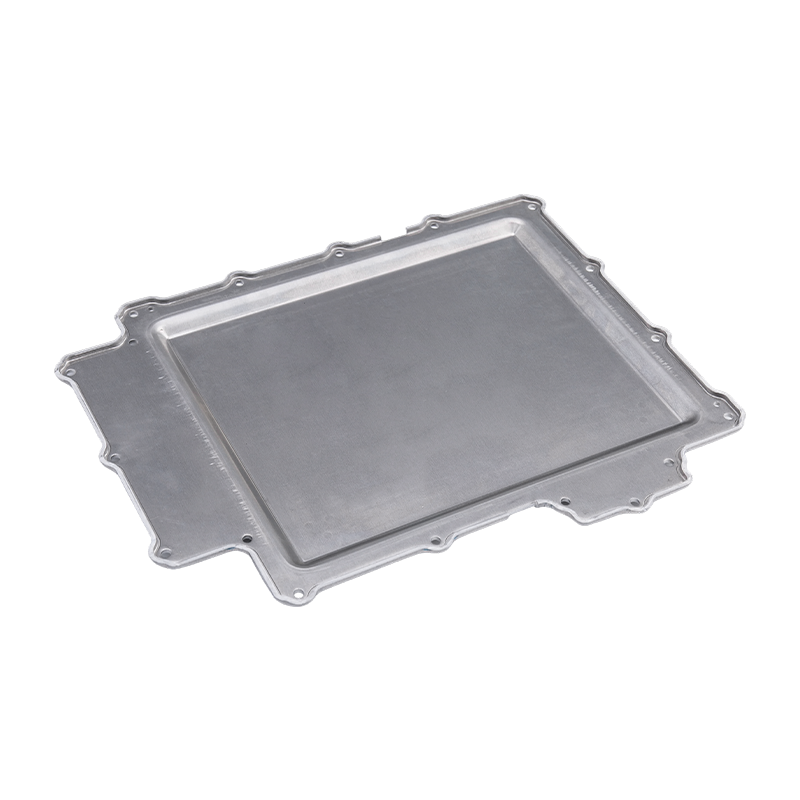
Akun kannen leimausosat sähköautojen ja energian varastointiakkujen koteloihin
2026-06-16
Kentällä epäonnistuva akku epäonnistuu harvoin kennojen takia. Useimmiten perimmäinen syy on kansi, joka ei tiivistynyt, laippa, joka ei ole kohdistettu, tai kiinnitysuloke, joka halkesi tärinän vaikutuksesta. Akun kannen leimausosat ovat ensimmäinen rakenne- ja ympäristönsuojelun linja jokaisessa sähköauto-, teollisuus- ja energiavarastoakkujärjestelmässä – ja niiden toleranssistandardit ovat tiukentuneet merkittävästi pakkausjännitteiden ja energiatiheyden noustessa.
Tämä artikkeli kattaa materiaalit, prosessit, mittavaatimukset ja räätälöintivaihtoehdot, jotka määrittelevät tuotantovalmiiden akkukannen leimausosan – ja mitä on tarkistettava toimittajaa hyväksyttäessä.

Mitä akkukannen leimausosat todella tekevät
Akkukotelon kannessa on kolme samanaikaista työtä. Rakenteellisesti sen on säilytettävä geometriansa ajoneuvon kokoonpanon, tien tärinän ja lämpösyklin aiheuttamien mekaanisten kuormitusten alaisena ilman, että se muuttaa muotoaan tai siirrä jännitystä sen alla oleviin kennoihin. Ympäristön kannalta sen on saavutettava ja ylläpidettävä IP67- tai IP68-tiivisteen eheys – mikä tarkoittaa, ettei pölyä pääse sisään eikä vettä pääse tunkeutumaan jatkuvassa upotuksessa. Toiminnallisesti sen on liityttävä tarkasti akun koteloon, suurjänniteliittimeen ja kaikkiin pakkausrakenteeseen integroituihin jäähdytyskanaviin.
Kaikkien kolmen vaatimuksen täyttäminen yhdessä leimatussa komponentissa – koneistetun tai valetun vaihtoehdon sijaan – tekee syvävedetystä leimaamisesta suositellun prosessin suurten akkujen tuotannossa. Leimaus toimittaa tasaiset mitat ja tiukat toleranssit (±0,01 mm – ± 0,05 mm) tuotantonopeuksilla, joita valu ja koneistus eivät pysty vastaamaan, samalla kun osakustannukset pidetään riittävän alhaisina OEM-toimitusketjuille, jotka toimivat mittakaavassa.
Materiaalin valinta: Kylmävalssattu teräs, alumiiniseos tai ruostumaton teräs
Substraattimateriaalin valinta määrittää katon jokaiselle päällysteellä saavutettavalle suorituskyvylle — korroosionkestävyydelle, painolle, muovattaville, hitsattaville ja kustannuksille. Kolme materiaaliperhettä hallitsee akkukansisovelluksia.
Kylmävalssattua terästä tarjoaa korkean vetolujuuden ja erinomaisen muovattavuuden alhaisilla raaka-ainekustannuksilla. Se on vakiovalinta teollisiin akkukoteloihin ja energian varastointijärjestelmiin, joissa paino on toissijainen huolenaihe ja rakenteellinen jäykkyys ensisijainen vaatimus. Leiman jälkeisiä pintakäsittelyjä – sinkitystä, sähköpinnoitusta tai jauhemaalausta – käytetään tyypillisesti korroosionkestävyystavoitteiden saavuttamiseksi.
alumiiniseokset, erityisesti 3003- ja 5052-laadut, ovat hallitseva materiaali sähköajoneuvojen akkukoteloissa, joissa pakkauksen paino vaikuttaa suoraan ajoneuvon kantamaan. Alloy 3003 tarjoaa hyvän muovattavuuden ja kohtalaisen lujuuden, joten se sopii hyvin matalavetoisiin kansigeometrioihin. Alloy 5052 tarjoaa paremman lujuuden ja erinomaisen korroosionkestävyyden, mikä on suositeltua kondensaatiolle, jäähdytysnesteelle tai tieroiskeille altistuville kansille. Molemmat lajikkeet syvävetävät puhtaasti ja hyväksyvät anodisoinnin tai muunnospinnoitteen lisäsuojaksi.
Ruostumaton teräs on tarkoitettu sovelluksiin, jotka vaativat luontaista korroosionkestävyyttä ilman lisäpintakäsittelyä — kiinteät energian varastointijärjestelmät kosteissa ympäristöissä, laivojen akkupakkaukset tai kaikki sovellukset, joissa pinnoitteen tarttuvuutta ei voida taata tuotteen elinkaaren aikana. Sen korkeampi työstökarkaisuaste vaatii huolellisesti suunniteltuja työkaluja, jotka estävät joustavuuden ja säilyttävät mittavakauden muovaamisen jälkeen.
Syväpiirustus ja edistyneet leimausprosessit
Useimmat paristokotelot eivät ole yksinkertaisia litteitä aihioita. Niissä on upotetut tiivistyskanavat, korotetut laipat, integroidut kohoumat ja monimutkaiset ääriviivat, jotka vaativat monivaiheisia progressiivisia tai siirrettäviä meistoja. Syväveto – litteän metallilevyn vetäminen kolmiulotteiseen muotoon meistin ja meistin avulla – on ydintoiminto, mutta valmis komponentti kulkee tyypillisesti lisäasemien läpi leikkausta, lävistystä, lyöntiä ja laippausta varten ennen kuin se lähtee puristimesta.
Prosessinohjaus kullakin asemalla määrittää, täyttääkö valmis osa toleranssin. Tyhjän pidikkeen paine säätelee materiaalivirtausta ja estää rypistymistä; riittämätön paine mahdollistaa laipan taipumisen, kun taas ylipaine aiheuttaa repeytymistä vetosäteellä. Voitelunhallinta vaikuttaa pinnan kuntoon — sileä pintakäsittely Ra ≤ 0,8 μm on saavutettavissa alumiini- ja teräsalustoille, kun työkalun geometria ja voiteluainekalvon paksuus sovitetaan oikein.
Nollapursetoleranssi on akkukansien vaatimus, josta ei voi neuvotella. Tiivistysurassa oleva purse katkaisee tiivisteen kosketuspinnan ja luo vuodon; sisäreunassa oleva purse voi siirtyä solupinoon. Purseettomien reunojen saavuttaminen tasaisesti massatuotannossa edellyttää työkaluja, joiden välykset ovat tiukat – teräksellä tyypillisesti 5–8 % materiaalin paksuudesta, alumiinilla hieman leveämmät – ja säännöllisiä valmistusmäärän mukaan kalibroituja muotin tarkastusvälejä.
Tiivistyssuorituskyky: IP67 ja IP68 Vaatimukset
IP67 edellyttää, että kotelo kestää upotuksen 1 metriin veteen 30 minuutiksi ilman tunkeutumista. IP68 laajentaa tämän jatkuvaan upotukseen valmistajan ja loppukäyttäjän sopimalla syvyydellä – yleensä 1,5 metriin 30 minuutin ajan autosovelluksissa, vaikka sähköajoneuvojen OEM-valmistajat määrittävät usein vaativampia olosuhteita.
Näiden arvojen saavuttaminen leimatulla kannella riippuu kolmesta tekijästä: tiivistelaipan tasaisuudesta, tiivistettä koskettavan uran tai palteen pinnan viimeistelystä ja tiivistettä puristavan pultinreikäkuvion mittasuhteista. Jopa 0,1 mm:n laipan tasaisuuspoikkeama pitkän tiivistysajon aikana riittää luomaan raon, jonka vesi voi tunkeutua paineen alaisena. Tästä syystä tiivistysominaisuuksien mittatoleranssi pidetään tiukemmin kuin rakenteellisten ominaisuuksien — tyypillisesti ±0,01 mm uran syvyyden ja tiivistepalon leveyden osalta.
Meidän tarkkuusautojen ja sähköautojen akkujen leimausosat valmistetaan tiivistysuran geometrialla, joka on validoitu tiivisteen toimittajan spesifikaatioiden mukaisesti ennen tuotantotyökalujen viimeistelyä, mikä eliminoi puristussarjan ja vuotopolun riskit, jotka johtuvat nimellismittojen ja nimellismittojen välisistä työkalujen yhteensopimattomuudesta.
Meidän Battery Cover Stamping Parts: Specification Overview
Meidän battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Osien pintakäsittely on sileä (Ra ≤ 0,8 μm), purseeton toleranssi ja ilman muodonmuutoksia, jotka suojaavat akun ytimiä tehokkaasti pölyltä, kosteudelta ja ulkoisilta vaikutuksilta ja samalla saavuttavat IP67/IP68-tiiviyden. Ne tukevat saumatonta integrointia akkukoteloiden kanssa, ja niitä voidaan räätälöidä integroiduilla asennusulokkeilla, tiivistysurilla, reikillä, laippoilla tai taivutusrakenteilla erityisten asennustarpeiden mukaan, mukaan lukien suurjänniteliittimet ja jäähdytysliitännät.
Erinomaisen rakenteellisen vakauden ja korroosionkestävyyden ansiosta nämä EV-akkujen leimausosat parantavat akkujärjestelmien yleistä turvallisuutta ja kestävyyttä. Ne sopivat massatuotanto (500K – 10M osia/vuosi) , joka varmistaa kustannustehokkuuden ja luotettavan toimituksen akkujen OEM-valmistajille ja valmistajille IATF 16949 -laatusertifioinnin tukemana.
Räätälöinti: ulokkeet, urat, laipat ja toiminnalliset liitännät
Kahdella akulla ei ole samanlaista kannen geometriaa. Sähköajoneuvojen alustat eroavat solumuodosta (sylinterimäinen, prismamainen, pussi), moduulien järjestelystä, lämmönhallinta-arkkitehtuurista ja liittimien sijainnista – ja jokainen muunnelma etenee kannen suunnitteluun eri ominaisuuksien yhdistelmänä.
Yleisimmät räätälöintivaatimukset jakautuvat viiteen luokkaan. Asennuspäät — kohotetut tyynyt, joissa on kierre- tai välysreiät — sijoita akkukotelon kansi ja jaa puristuskuorma pois tiivistysliitännästä. Tiivistysurat on sovitettava leveydeltään, syvyydeltään ja säteeltään tiivisteen tai O-renkaan spesifikaatioiden mukaisesti riittävän tiukoilla toleransseilla takaamaan määritellyn puristussuhteen koko tuotantoalueella. Leikkaukset ja reiät liittimiä varten tuuletusaukot ja anturit on sijoitettava tiivistyskehän suhteen samalla tarkkuudella kuin kannen liitäntäominaisuudet kotelossa. Laipat ja taivutusrakenteet lisää jäykkyyttä, luo kokoonpanon paikannusominaisuuksia tai muodosta kiinnityspisteitä vierekkäisille moduuleille. Jäähdytysrajapinnat — syvennykset tai läpimenevät ominaisuudet, jotka yhdistävät kannen nestejäähdytyspiiriin — vaativat erityisen tiukan mittasäädön varmistaakseen vuotamattoman yhteyden jäähdytysjakoputkiin.
Kaikki nämä ominaisuudet ovat saavutettavissa syväveto- ja progressiivinen leimausprosessissa. Kriittinen edellytys on, että työkalut suunnitellaan alusta alkaen tuotantotoleransseja ajatellen, ei nimellismitat - koska ominaisuus, joka on geometrisesti oikea 3D-mallissa, mutta työstetty nimellisarvoon ilman prosessikapasiteettimarginaalia, tuottaa hylkyjä prosessiolosuhteiden ajautuessa.
Meidän autojen ja sähköajoneuvojen syvävetomuottisuunnitteluominaisuudet Varmista, että jokainen mukautettu ominaisuus on suunniteltu tuotannon vakautta varten ensimmäisestä stanssauskokeesta lähtien, mikä vähentää iterointijaksoja prototyypin hyväksynnän ja massatuotannon käynnistämisen välillä.
Massatuotantokyky ja laadunvarmistus
Akkujen OEM-valmistajat ja Tier 1 -toimittajat tarvitsevat enemmän kuin osan, joka läpäisee näytetarkastuksen. He tarvitsevat toimitusketjun, joka pystyy toimittamaan 500 000 - 10 miljoonaa osaa tai enemmän vuodessa tasainen laatu, ennustettavat läpimenoajat ja laadunhallintajärjestelmä, joka tuottaa tarvittavat tiedot tukeakseen asiakkaiden auditointeja ja viranomaisilmoituksia.
IATF 16949 -sertifikaatti on autoteollisuuden toimitusketjujen peruslaatustandardi. Se edellyttää, että tilastolliset prosessinohjaus-, mittausjärjestelmän analyysi- ja tuotantoosien hyväksymisprosessit ovat käytössä ja dokumentoituja – ei vain toimittajan julkaisun yhteydessä, vaan jatkuvasti koko tuotantojakson ajan. Erityisesti akkukannen leimaamisessa tämä tarkoittaa, että kriittiset mitat tiivistysominaisuuksista, laipan tasaisuudesta ja reiän sijainnista mitataan kunkin tuotantoerän määritellyssä näytteenottosuunnitelmassa, ja tulokset trendataan ja tarkistetaan kontrollirajojen perusteella.
Yli muutaman sadan tuhannen osan vuosituotantomäärillä leimausautomaatiosta tulee välttämätön yhtenäisyyden ylläpitäminen. Servopuristinteknologia mahdollistaa voiman ja asennon säätelyn iskun jokaisessa vaiheessa, mikä kompensoi materiaalin paksuuden vaihtelua ja muotin kulumista tavalla, jota kiinteänopeuksiset mekaaniset puristimet eivät pysty. Meidän leimausautomaatiolaitteet integroi puristimen ohjauksen, in-die-tunnistuksen ja osien tarkastuksen mittavakauden säilyttämiseksi pitkillä tuotantoajoilla ilman, että käyttäjän puuttuminen lisääntyy.
Saapuvien materiaalien sertifiointi, ensimmäisen tuotteen tarkastusraportit, mittamittausraportit ja pinnan viimeistelyn tarkastus toimitetaan vakioasiakirjoina jokaiselle tuotantotilaukselle, mikä antaa hankinta- ja laatutiimeille jäljitettävyystiedot, joita heidän omien asiakassitoumustensa tueksi tarvitaan.
Akun kannen leimaustoimittajan pätevyys: mitä on tarkistettava
Akun kannen leimausosien toimittajan kelpuutusprosessin tulisi olla näytteenottoa pidemmälle kuin mahdollista. Nämä ovat alueita, jotka määrittävät, pystyykö toimittaja ylläpitämään laatua volyymilla, ei vain tuottamaan hyväksyttäviä näytteitä.
Työkalujen omistus- ja huoltoohjelma. Varmista, kuka omistaa tuotantotyökalut ja mikä on muotin huoltoväli. Toimittaja, joka viivyttää huoltoa maksimoidakseen puristimen käyttöajan, tuottaa lopulta toleranssin ulkopuolella olevia osia ilman varoitusta.
Mittausmahdollisuus tiivistysominaisuuksissa. Pyydä mittarin R&R-tietoja tiivistysuran ja laipan tasaisuusmitoista. Mittausjärjestelmä, jossa on yli 10 % vaihtelua suhteessa toleranssialueeseen, ei pysty luotettavasti erottamaan vaatimustenmukaisia osia ei-vaatimustenmukaisista osista.
Materiaalin jäljitettävyys. Akkulaatuisen alumiinin ja teräksen tulee olla jäljitettävissä tehdassertifikaattiin. IATF-sertifioiduille toimitusketjuille tämä on pakollista; muissa kuin autoteollisuuden sovelluksissa se on edelleen ainoa tapa varmistaa, että materiaali täyttää määritellyn seoksen ja lämpötilan.
Prototyypistä tuotantoon siirtymäprosessi. Toimittaja, jolla on dokumentoitu APQP (Advanced Product Quality Planning) -prosessi, tunnistaa mahdolliset prosessihäiriöt ennen kuin tuotantotyökalut leikataan. Tämä vähentää käynnistysviiveen riskiä, joka aiheutuu suunnittelusta valmistusta varten -ongelmasta, joka näkyi piirustuksesta, mutta jota ei koskaan laajennettu.
Akkujen OEM-valmistajille ja leimauskumppaneita arvioiville valmistajillemme räätälöidyt leimauksen kehitys- ja pätevöintipalvelut rakentuvat juuri näiden vaatimusten ympärille – alustavasta DFM-tarkistuksesta PPAP-toimitukseen ja vakaan tilan tuotantoon.
Edellinen viesti
High-Hardness Alloy Steel in Stamping Dies
Seuraava viesti
Metallin leimausosat kodinkoneille: materiaalit, tarkkuus- ja räätälöidyt ratkaisut
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
