-
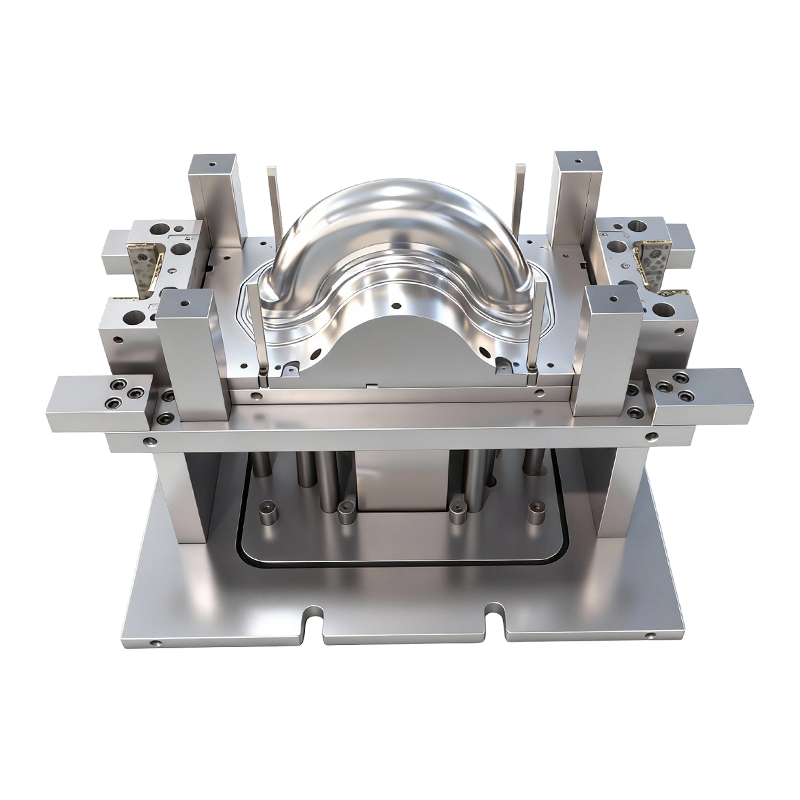
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
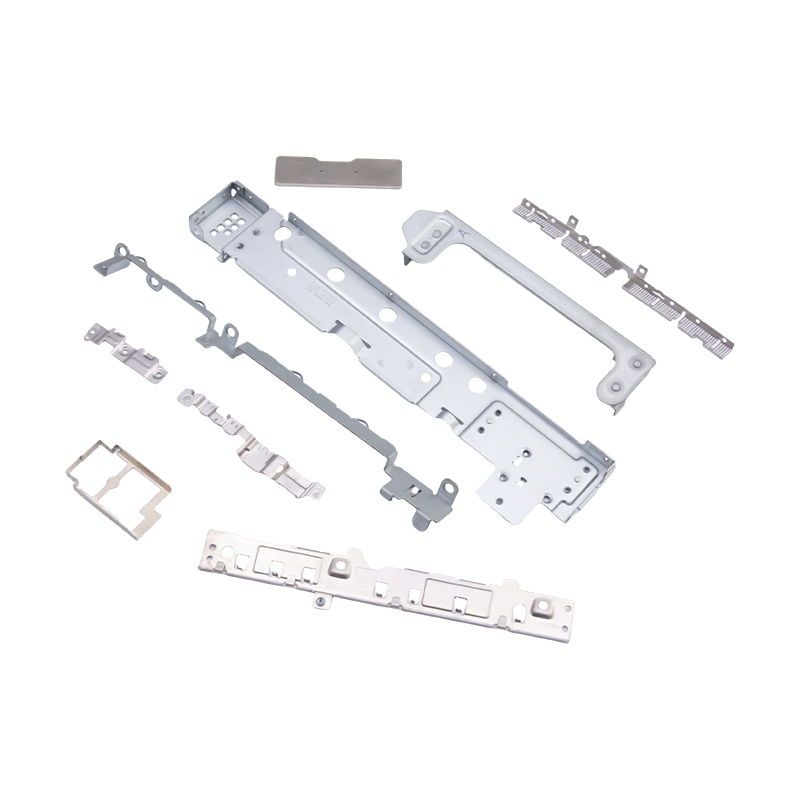
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
Teollisuuden uutisia
Metalliosat: tyypit ja sovellukset
2026-04-27
Mitä metallileimausosat ovat ja miksi tarkkuus on tärkeää
Metalliosat ovat komponentteja, jotka valmistetaan kohdistamalla kontrolloitua voimaa meistien ja lävistysten kautta litteään metallilevyyn ja muuttamalla raaka-aine tarkasti muotoiltuiksi rakenteellisiksi ja toiminnallisiksi elementeiksi toimenpiteillä, kuten aihiolla, lävistyksellä, taivutuksella, vetämisellä ja lyönnillä. Toisin kuin koneistuksessa, jossa materiaali poistetaan geometrian saavuttamiseksi, meisto syrjäyttää ja muodostaa metallia, jolloin ei synny käytännössä lainkaan materiaalihukkaa leikkausvaiheessa ja mahdollistaa sykliajat mitattuna sekunnin murto-osissa kappaletta kohden. Nopeuden, toistettavuuden ja mittojen yhtenäisyyden yhdistelmä tekee metallin leimaamisesta hallitsevan valmistusprosessin, kun tarvitaan suuria määriä metallilevykomponentteja.
Tarkkuus on määrittävä ominaisuus, joka erottaa teollisuuslaatuisen leimauksen peruslevytyöstä. Sovelluksissa, kuten kulutuselektroniikassa, autojen kokoonpanoissa ja kodinkoneissa, leimattujen komponenttien on täytettävä kriittisten mittojen toleranssit jopa ±0,05 mm, ja tasaisuuspoikkeamien on oltava alle 0,1 mm osan pinnalla. Näiden vaatimusten johdonmukainen saavuttaminen satojen tuhansien kappaleiden tuotantosarjoissa edellyttää progressiivista meistityökalua, joka on suunniteltu mikronitason tarkkuudella, servo-ohjattuja puristusjärjestelmiä, joissa on reaaliaikainen vetoisuuden valvonta, ja in-line-näkötarkastusta, joka pystyy havaitsemaan purseen korkeuden, reiän sijainnin poikkeaman ja pintavirheet tuotantonopeudella.
Metallimistamalla käsitellyt materiaalit kattavat laajan kirjon. Kylmävalssattu teräs (SPCC, DC01), sähkösinkitty levy, kuumasinkitty teräs, ruostumaton teräslajit 304 ja 430, alumiiniseokset 1050 ja 5052, kupariseokset ja berylliumkupari ovat kaikki rutiininomaisesti leimattuja riippuen mekaanisesta, korroosionkestävyydestä, kohdesovelluksesta ja johtavuusvaatimuksista. Materiaalin valinta vaikuttaa suoraan muotin kulumisnopeuteen, takaisinjoustokäyttäytymiseen, pinnan viimeistelyn laatuun ja loppupään viimeistelyprosesseihin - pinnoitukseen, anodisointiin, jauhemaalaukseen - joita valmis meisto vaatii.
Elektroniset leimausosat: tarkkuus nykyaikaisten laitteiden ytimessä
Elektroniset leimausosat edustavat yhtä teknisesti vaativimmista metallileimausteollisuuden segmenteistä. Painettuja piirilevykokoonpanoja, liittimiä, liittimiä, EMI-suojauspurkkeja, akkukoskettimia, kytkinkoteloita ja anturikannattimia varten tuotettujen komponenttien on yhdistettävä submillimetrin mittatarkkuus tiettyihin sähköisiin, lämpö- ja mekaanisiin suorituskykyominaisuuksiin – kaikki kilpailevien kulutuselektroniikkamarkkinoiden ankarien kustannusrajoitusten puitteissa.
Liitinpäätteet ja kosketinjouset ovat haastavimpia valmistaa elektronisia leimausosia. Nämä osat on valmistettu fosforipronssista, berylliumkuparista tai messinkinauhasta, jonka paksuus on 0,1–0,5 mm, ja ne vaativat monivaiheisia progressiivisia muotteja, jotka samanaikaisesti tyhjentävät profiilin, muodostavat jousen geometrian ja painavat kosketuspinnan yhdellä painalluksella. Kosketusvoima, sisään-/poistosyklin kestävyys ja kosketusresistanssi – tyypillisesti vaaditaan alle 10 mΩ 1 000 asennusjakson jälkeen – validoidaan sovelluskohtaisilla testiprotokollalla yleisten materiaalisertifikaattien sijaan.
EMI-suojauspurkit ja RF-kotelot
EMI-suojatölkit ovat ohutseinäisiä elektronisia leimausosia, jotka on muodostettu nikkeli-hopeasta, kylmävalssatusta teräksestä tai ruostumattomasta teräslevystä, jonka paksuus on 0,15–0,3 mm. Niiden tehtävänä on rajoittaa radiotaajuisia päästöjä nopeista prosessorimoduuleista, langattomista kommunikaatiopiireistä ja virranhallintapiireistä tiheästi asutuilla piirilevyillä. Tölkin kehän ja korkeuden mittatarkkuus on kriittinen: yli 0,1 mm:n raot istukkalaipassa luovat aukkoja, jotka heikentävät suojauksen tehokkuutta 10–20 dB yli 1 GHz:n taajuuksilla, mikä heikentää suoraan laitteen radion suorituskykyä ja saattaa aiheuttaa viranomaissertifiointivirheitä.
Akun koskettimet ja jousiliittimet
Kannettavien laitteiden akun kosketusjousien on tuotettava tasainen kosketusvoima koko akun asennus- ja poistojakson ajan – tyypillisesti 500–1 000 jaksoa kuluttajalaitteissa. Tämän luokan elektroniset leimausosat on valmistettu ruostumattomasta teräksestä tai fosforipronssista, ja kosketuskärjessä on kullattu tai nikkelöity pinnoite. Jousigeometria – uloke, kierretty tai taitettu – optimoidaan äärellisten elementtien simuloinnilla työkalun suunnittelun aikana, jotta varmistetaan, että kosketusvoima pysyy määritetyssä ikkunassa (tyypillisesti 1–3 N) koko akkukennon ja kotelon koko mittatoleranssipinon yli.
Kannettavan tietokoneen leimausosat: Rakenteellista tarkkuutta ohutprofiilisissa kokoonpanoissa
Kannettavan tietokoneen leimausosat toimivat ainutlaatuisten rajoitusten alaisina, jotka erottavat ne yleisistä elektronisista leimausosista. Säälimätön pyrkimys kohti ohuempia ja kevyempiä kannettavia tietokoneita – rungon paksuus on nyt säännöllisesti alle 14 mm ja järjestelmän kokonaispaino alle 1 kg – vaatii meistettyjä komponentteja, jotka tarjoavat maksimaalisen rakenteellisen jäykkyyden vähimmäismateriaalipaksuudella ja mahtuvat millimetrin kymmenesosina mitattuihin kokoonpanokuoriin.
Saranateline on yksi mekaanisesti vaativimmista kannettavan tietokoneen leimausosista kaikissa kannettavissa tietokoneissa. Lujasta ruostumattomasta teräksestä tai kylmävalssatusta teräksestä, jonka vetolujuus on yli 600 MPa, muodostettujen saranakiinnikkeiden on kestettävä kannen auki-kiinni -toimintojen syklinen väsymiskuormitus – tyypillisesti 20 000–30 000 sykliä kaupallisissa kannettavissa tietokoneissa – ilman pysyvää muodonmuutosta tai pinnan halkeamia. Progressiivinen leimaus, jota seuraa saranareikien kohdistaminen, varmistaa, että reiän halkaisija ja asennon tarkkuus täyttävät saranatappikokoonpanon tiukat häiriösovitusvaatimukset.
Sisäiset rungon vahvistuskannattimet, emolevyn kiinnityskiinnikkeet, lämpömoduulin pidikkeet ja näppäimistön taustalevyn tukikehykset ovat kannettavan tietokoneen leimausosien lisäluokkia, joissa mittojen pinon hallinta on kriittistä. Kun kokoonpanotoleranssit mitataan järjestelmän tasolla millimetrin murto-osissa, jokaisen leimauksen on osuttava johdonmukaisesti yksilölliseen toleranssiikkunaansa – tyypillisesti ±0,1 mm reikien kohdissa ja ±0,05 mm kriittisissä sovittimissa – jotta robottikokoonpano voidaan tehdä ilman manuaalista säätöä. Näihin osiin sovelletaan pintakäsittelyjä, kuten sähkötöntä nikkelipinnoitusta, mustaoksidia ja kemiallista konversiopinnoitetta korroosionkestävyyden ja maadoituksen johtavuusvaatimusten täyttämiseksi.
Kodinkoneiden leimausosat: Kestävyys suunniteltu vuosikymmenien käyttöön
Kodinkoneiden leimausosat toimivat jääkaappien, pesukoneiden, ilmastointilaitteiden ja mikroaaltouunien rakenteellisen ja toiminnallisen ydinrunkona. Toisin kuin kulutuselektroniikassa – jossa tuotteen käyttöikä on tyypillisesti kolmesta viiteen vuotta – suuret kodinkoneet on suunniteltu 10–15 vuoden jatkuvaan käyttöön kotiympäristöissä, joihin sisältyy kosteus, lämpötilavaihtelut, tärinä ja puhdistusaineiden aiheuttama kemikaalialtistus. Näiden tuotteiden sisällä olevien leimattujen metalliosien on vastattava tätä kestävyysodotusta.
Kodinkoneiden leimausosien materiaalivalinta heijastaa tätä pitkän käyttöiän vaatimusta. Galvanoitu teräslevy (kuuma- tai sähkösinkitty) suojaa korroosiolta sisäpaneeleissa ja rungon osissa, jotka ovat alttiina kondensaatiolle ja puhdistusaineille. Ruostumattoman teräksen laatu 430 on tarkoitettu näkyville ulkopinnoille ja rummun sisäosille pesukoneissa, joissa kosmeettinen ulkonäkö ja tahrankestävyys ovat ensiluokkaisia vaatimuksia. Alumiiniseoslevyä – tyypillisesti 3003 tai 5052 – käytetään lämmönvaihtimen rivoissa ja koristeellisissa etupaneeleissa, joissa painon vähentäminen ja yhteensopivuus anodisoinnilla ovat etusijalla.
Rakenteelliset roolit: Kiinnikkeet, runko ja liitososat
Laitekokoonpanossa kodinkoneen leimausosat suorittavat kolme ensisijaista rakenteellista tehtävää. Moottorin kiinnityskannattimet kiinnittävät sisäiset moottorit – jääkaapin kompressorit, pesukoneiden käyttömoottorit, ilmastointilaitteiden sisäyksiköiden tuuletinmoottorit – laitteen runkoon riittävän jäykästi eristämään tärinää ja estämään väsymisvauriot kiinnikkeiden kohdissa tuotteen käyttöiän ajan. Alustan leimaukset muodostavat kantavan rungon, joka tukee laitteen runkoa, kantaa sisäisten komponenttien painon ja muodostaa mittapisteen, josta kaikki kokoonpanotoimenpiteet voidaan viitata. Liitoskappaleet yhdistävät suuria osakokoonpanoja, siirtävät mekaanisia kuormia rakennekehyksen, oven saranoiden, ohjauspaneelin asennusrakenteiden ja putkien tai johdinsarjan reitityskiinnikkeiden välillä.
Laadunvalvontavaatimukset laitelaatuisille leimauksille
Kodinkoneiden leimausosien valmistuksen aikana tehdään tiukat laatutarkastukset, jotka vastaavat kodinkoneiden pitkän käyttöiän vaatimuksia. Seuraavat tarkastusparametrit tarkistetaan rutiininomaisesti saapuvan tarkastuksen, prosessin sisäisten valvontapisteiden ja lopullisen hyväksynnän yhteydessä:
- Tasaisuus ja muototarkkuus: Alustan paneelit ja kannakkeiden kiinnityspinnat tarkastetaan pintalevyistä tai CMM-kiinnittimistä sen varmistamiseksi, että taso on määritelmien mukainen – tyypillisesti 0,3–0,8 mm koko paneelin pituudelta –, jotta varmistetaan oikea asennussovitus ja estetään jännityksen keskittyminen kiinnityspisteisiin.
- Korroosionkestävyys: Suolasuihkutestaus ISO 9227 -standardin mukaan – 72–240 tuntia sovelluksesta riippuen – varmistaa, että pinnoitusjärjestelmä (sinkitys, galvanointi tai jauhemaalaus) tarjoaa riittävän suojan aiotussa käyttöympäristössä.
- Kriittisten ominaisuuksien mittatarkistus: Reikien halkaisijat, reunan väliset etäisyydet ja taivutetun laipan kulmat kokoonpanoliitännöissä mitataan optisella vertailulaitteella tai koordinaattimittauskoneella määritetyillä näytteenottotaajuuksilla sen varmistamiseksi, että osat pysyvät toleranssiikkunan sisällä koko tuotantojakson ajan.
- Puristeen korkeuden säätö: Paljastuneiden reunojen ja rei'itettyjen rei'ien pursekorkeus tarkistetaan – yleensä vaaditaan alle 0,1 mm – johtojen eristysvaurioiden, käyttäjän loukkaantumisen asennuksen aikana ja jännityskeskittymien estämiseksi, jotka voivat aiheuttaa väsymishalkeamia laitteen käytön aikana.
Sovellusvaatimusten vertailu leimaussegmenttien kesken
Kolmella ensisijaisella segmentillä – yleiset metallileimausosat, elektroniset leimausosat, kannettavien tietokoneiden leimausosat ja kodinkoneiden leimausosat – jakavat saman ydinvalmistusprosessin, mutta ne eroavat huomattavasti materiaalilaadun, mittatoleranssin, pinnan viimeistelyn ja palveluympäristön vaatimusten osalta. Alla olevassa taulukossa on yhteenveto tärkeimmistä eroista, jotka tukevat määrittely- ja hankintapäätöksiä:
| Attribuutti | Elektroniset leimausosat | Kannettavan tietokoneen leimausosat | Kodinkoneiden leimausosat |
|---|---|---|---|
| Tyypillinen materiaalin paksuus | 0,1-0,5 mm | 0,3 - 1,0 mm | 0,5-2,5 mm |
| Keskeiset materiaalit | Fosforipronssi, berylliumkupari, nikkeli-hopea | Erittäin luja ruostumaton teräs, kylmävalssattu teräs | Galvanoitu teräs, ruostumaton teräs 430, alumiiniseos |
| Mitattoleranssi | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Ensisijainen suorituskyvyn painopiste | Johtavuus, kosketusvoima, EMI-vaimennus | Väsymys, jäykkyys, painon minimoiminen | Korroosionkestävyys, rakenteellinen kantavuus |
| Pintakäsittely | Kullaus, nikkelipinnoitus, tinaus | Sähkötön nikkeli, musta oksidi, kemiallinen konversio | Kuumasinkitys, jauhemaalaus, anodisointi |
| Suunnittelun käyttöikä | 3-5 vuotta (kuluttajasykli) | 3-7 vuotta | 10-15 vuotta |

Metallien leimausosien hankinta: mitä toimittajassa on arvioitava
Osaavan leimaustoimittajan valinta edellyttää teknisen infrastruktuurin, laadunhallintajärjestelmien ja tuotantokapasiteetin rinnakkaista arviointia. Alhaisin yksikköhintatarjous toimittajalta, jolla ei ole validoitua työkalukykyä, prosessinaikaisia tarkastuslaitteita ja pintakäsittelyn valvontaa, tuottaa jatkuvasti korkeampia kokonaiskustannuksia uudelleentyöstämisen, linjaseisokkien ja kenttäpalautusten ansiosta. Seuraavat kriteerit tarjoavat jäsennellyn arviointikehyksen:
- Työkalujen suunnittelu ja huoltomahdollisuudet: Yrityksen oma progressiivinen meistisuunnittelu, CNC-työkaluhuoneen varusteet ja dokumentoidut muottihuoltoaikataulut ovat osoittimia toimittajasta, joka voi ohjata osien laatua työkalujen avulla sen sijaan, että luottaisi lajitteluun.
- Puristuskapasiteettialue: Toimittajien kalusto, joka kattaa 25 tonnin penkkipuristimet ja 400 tonnin välipuristimet tai suorasivupuristimet, osoittaa kyvyn käsitellä sekä herkkiä elektronisia leimausosia että painavia kodinkoneiden leimausosia yhdestä lähteestä.
- Metrologia ja tarkastusinfrastruktuuri: CMM-ominaisuus, optiset vertailulaitteet, pinnan karheuden testauslaitteet ja suolasuihkutestauskammiot paikan päällä osoittavat, että toimittaja voi tuottaa objektiivisia laatutietoja pelkän visuaalisen tarkastuksen sijaan.
- Sertifikaatit: ISO 9001:2015 laadunhallintajärjestelmän perustana; IATF 16949 autoteollisuuden toimitusketjuun osallistumisesta; ISO 14001 ympäristöasioiden hallinnassa – erityisen tärkeä silloin, kun pintakäsittelyprosessit sisältävät säänneltyjä kemikaaleja.
- Materiaalin jäljitettävyys: Tuotantoerätietueisiin linkitetyt tehtaan sertifikaatit antavat vikojen analysointitiimille mahdollisuuden jäljittää kenttävirheet tiettyihin materiaalilämpöihin ja prosessointiajoihin – ei-neuvoteltavissa oleva vaatimus kannettavan tietokoneen leimausosille ja elektronisille leimausosille, jotka toimitetaan säännellyille loppumarkkinoille.
Edellinen viesti
Kevyt, erittäin tarkka: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Seuraava viesti
Koripaneeleista akkukoteloihin: Automotive Deep Drawingin takana oleva suunnittelu kuolee
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
