-
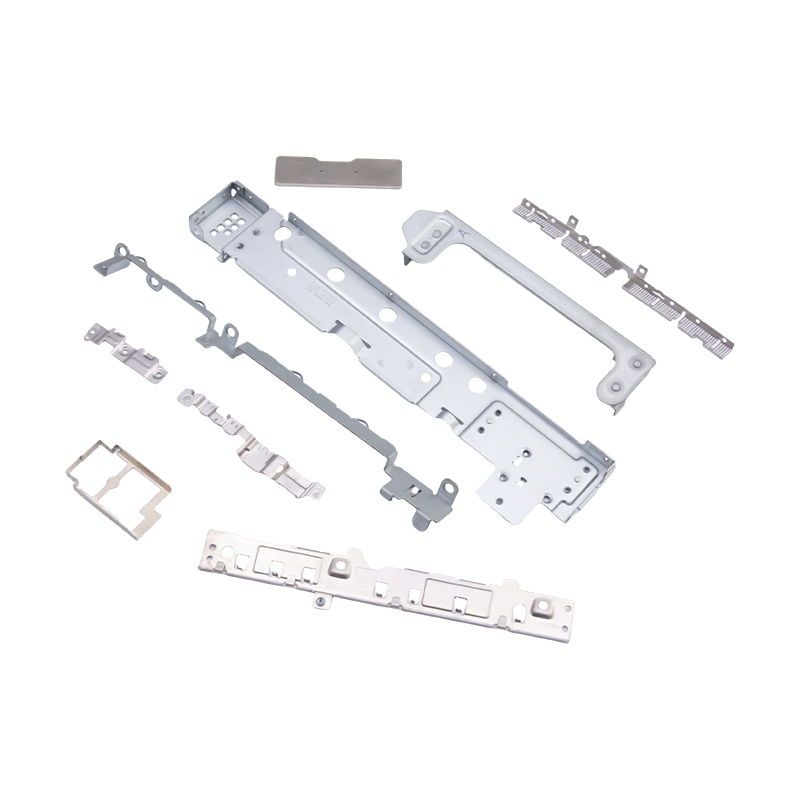
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
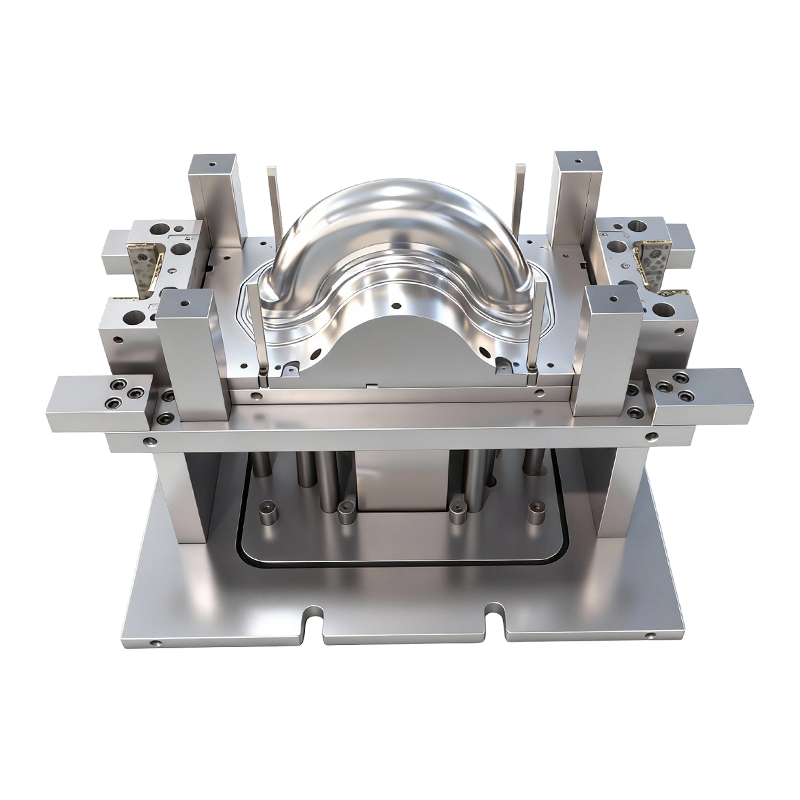
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
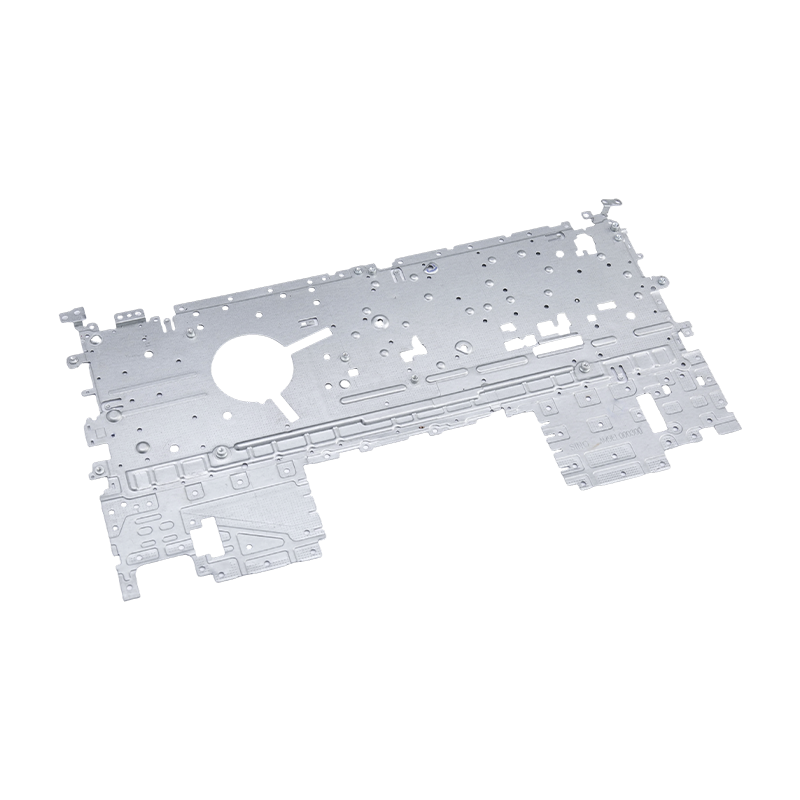
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-
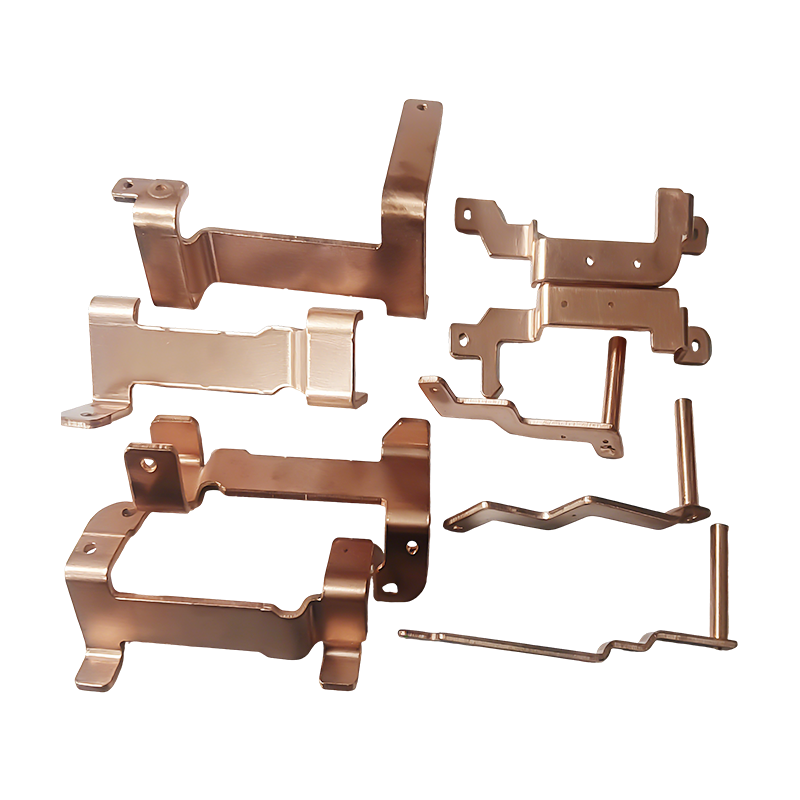
Uusien energia-ajoneuvojen kuparikiskojen leimausosat
Uudet energiaajoneuvojen kupariset virtakiskole...
-
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
Automaattinen niittausmuotti suurille tietokonekoneille
Tämä automaattinen niittausmuotti suurelle tiet...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Mitä eroa on progressiivisten ja siirtometallisten leimausmuotien välillä?
Mitä eroa on progressiivisten ja siirtometallisten leimausmuotien välillä?
2026-02-25
Kuinka kukin muottityyppi siirtää materiaalia puristimen läpi
Perimmäisin ero progressiivisten ja siirrettävien metallimeistausmuotien välillä on siinä, kuinka työkappale liikkuu muovausasemalta toiselle. Progressiivisessa muotissa aihio pysyy kiinni alkuperäisessä kelanauhassa koko muovausjakson ajan. Nauha etenee kiinteällä askeleella jokaisella painalluksella kuljettaen osittain muodostuneita osia peräkkäisten asemien läpi - lävistys, pisto, taivutus, vetäminen - kunnes valmis osa leikataan irti luurangosta viimeisellä asemalla. Osaa ei koskaan eroteta fyysisesti nauhasta ennen kuin muovaus on valmis, mikä tarkoittaa, että nauha itse toimii kantajana ja paikannusreferenssinä jokaisessa toimenpiteessä.
Siirto metalliset leimausmuotit toimivat pohjimmiltaan eri periaatteella. Aihio leikataan kelasta tai levystä ensimmäisessä asemassa ja siirretään sitten vapaana, itsenäisenä kappaleena asemalta asemalle mekaanisella tai servokäyttöisellä siirtosormijärjestelmällä. Koska kappaletta ei enää ole liitetty nauhaan, se voidaan sijoittaa uudelleen, kääntää tai suunnata uudelleen asemien välillä – liikkeet, jotka ovat geometrisesti mahdottomia, kun työkappale on edelleen kiinnitettynä jatkuvaan alustaan. Tämä ero materiaalin käsittelyssä on perimmäinen syy lähes kaikkiin muihin eroihin näiden kahden suutintyypin välillä suorituskyvyn, kustannusten ja sovelluksen suhteen.
Osageometria ja muotoilun monimutkaisuus
Progressiiviset metallileimausmuotit sopivat parhaiten osiin, jotka ovat profiililtaan suhteellisen tasaisia tai matalia. Koska osa pysyy nauhan sisällä, minkä tahansa muodostetun piirteen kokonaiskorkeutta rajoittaa tarve jatkaa nauhan syöttämistä puhtaasti suuttimen läpi ilman, että muodostunut geometria likaantuu vierekkäisiin asemiin tai itse suulakkeen rakenteeseen. Osien, joissa on vaatimaton vetosyvyys – kiinnikkeet, liittimet, pidikkeet, laminaatit ja ohut osat – tällä rajoituksella on harvoin merkitystä, ja progressiivinen työkalu on luonnollinen valinta. Liuskarakenne voidaan usein suunnitella niin, että materiaalin käyttöaste on yli 75 %, ja siirtomekanismin puuttuminen tarkoittaa vähemmän mekaanisia komponentteja ja yksinkertaisempaa kokonaisjärjestelmää.
Siirto metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Nopeus, suorituskyky ja tuotantomäärä
Progressiiviset metallileimaussuuttimet ylittävät jatkuvasti siirtomuotit iskuntiheys minuutissa. Koska synkronointia varten ei ole siirtomekanismia – ei sormia ojentamiseen, tarttumiseen, liikkumiseen ja vetäytymiseen iskujen välillä – progressiiviset meistit voivat toimia nopeuksilla 200–1500 SPM riippuen osan monimutkaisuudesta ja puristuskyvystä. Suuren volyymin, pienten ja keskikokoisten osien tuotannossa, joka mitataan miljoonina kappaleina vuodessa, tämä nopeusetu merkitsee ratkaisevaa suoritustehoa, jota on vaikea verrata millään muulla leimausmenetelmällä.
Siirto dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Työkalukustannusten, ylläpidon ja asennuksen vertailu
Työkaluinvestoinnit ja jatkuvat ylläpitokustannukset eroavat huomattavasti näiden kahden suutintyypin välillä, ja näiden erojen ymmärtäminen on olennaista järkevän hankintapäätöksen tekemiseksi.
| tekijä | Progressiiviset metallileimaustyökalut | Siirto Metal Stamping Dies |
| Työkalujen alkukustannukset | Kohtalainen tai korkea | Korkeasta erittäin korkeaan |
| Asennusaika per ajo | Lyhyempi - yksimuotisetti | Pidempi — siirtojärjestelmä on ajastettava ja säädettävä |
| Huollon monimutkaisuus | Kohtalainen — lävistys/stanssaus, lentäjän kuluminen | Korkeampi – siirtosormet, kiskot ja ajoitus lisäävät kulumispisteitä |
| Muotinvaihtojoustavuus | Rajoitettu — asemat ovat toisistaan riippuvaisia | Korkeampi — yksittäiset asemasuuttimet voidaan vaihtaa itsenäisesti |
| Pienin elinkelpoinen tilavuus | Korkea (poistaa kustannukset volyymin yli) | Keskitasoista korkeaan |
Yksi huoltoetu, jonka siirtometallileimausmuotit kestävät progressiiviseen työkaluun verrattuna, on kyky huoltaa tai vaihtaa yksittäisiä asemasuulakkeita rakentamatta uudelleen koko työkalua. Koska jokainen asemasuulake on erillinen yksikkö, kulunut vetoasema voidaan vetää ja hioa uudelleen, kun taas muut jäävät puristimeen. Progressiivisessa muotissa kaikki asemat on integroitu yhdeksi yhdistelmäkokoonpanoksi, mikä tarkoittaa, että kaikki muotin purkamista vaativat huoltotoimenpiteet vaikuttavat koko työkaluun ja koko tuotantoajoon.
Materiaalin käytön ja romun määrän erot
Materiaalin käyttö on toinen alue, jolla nämä kaksi suulaketyyppiä eroavat toisistaan merkittävästi. Progressiiviset metallileimausmuotit tuottavat jatkuvan romurungon – jäljelle jäävän nauhan aihioiden tai valmiiden osien poistamisen jälkeen –, joka on käsiteltävä, pilkottava ja hävitettävä tai kierrätettävä. Riippuen osan geometriasta ja nauhan asettelun tehokkuudesta, romurunko voi edustaa 20–40 % kelan kokonaispainosta. Kehittyneet nauha-asettelut, joissa on kulmikas peitto, lomitetut vastakkaiset osat tai moniriviset kokoonpanot voivat vähentää tätä lukua merkittävästi, mutta runko on nauhan sisäisen käsittelyn väistämätön sivutuote.
Siirto metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Oikean muottityypin valitseminen sovelluksellesi
Valinta progressiivisen ja siirtometallin leimausmuotin välillä tulisi ohjata osavaatimusten jäsennellyn arvioinnin perusteella, eikä pelkästään kustannusten perusteella. Seuraavat kriteerit tarjoavat käytännön päätöksentekokehyksen:
- Osan geometria: Jos osa voidaan muodostaa kokonaan samalla kun se pysyy litteänä nauhana – kaikkiin ominaisuuksiin pääsee käsiksi ylhäältä tai alhaalta ilman uudelleensijoittamista – progressiivinen työkalu on sopiva. Jos osa vaatii muotoilua useille pinnoille, syvävetoa yli syvyys-halkaisijasuhteen noin 1:1 tai operaatioita laipan alapuolella, tarvitaan siirtotyökaluja.
- Tuotantomäärä: Erittäin suuret vuosivolyymit (tyypillisesti yli 500 000 kappaletta vuodessa keskikokoisille osille) suosivat progressiivisia muotit, koska nopeusetu vähentää merkittävästi kappalekohtaisia puristusaikakustannuksia. Siirtomuotit ovat edullisempia kohtalaisille tilavuuksille, joissa osien geometria tekee progressiivisen työkalun mahdottomaksi.
- Osan koko: Suurikokoiset osat - yli 400 mm missä tahansa mittasuhteessa - muuttuvat epäkäytännöllisiksi progressiivisissa muotteissa, koska tuloksena olevat muotin pituuden ja kelan leveyden vaatimukset ylittävät tyypilliset puristus- ja kelojen käsittelykapasiteetit. Siirtolinjat käsittelevät suuria osia käytännöllisemmin käyttämällä yksittäisiä osan mukaan mitoitettuja asemasuulakkeita yksittäisen pitkänomaisen progressiivisen työkalun sijaan.
- Mittojen tarkkuusvaatimukset: Progressiiviset muotit paikantavat osan ohjaustappien avulla, jotka kytkeytyvät nauhassa oleviin reikiin, kun taas siirtomuotit paikantavat yksittäiset aihiot osaominaisuuksien tai pesätyökalujen avulla jokaisessa asemassa. Osien, joissa ominaisuuksien välinen asennon toleranssi on tiukempi kuin ±0,05 mm, kunkin suutintyypin paikannusstrategia on arvioitava huolellisesti sen synnyttämän toleranssipinon suhteen.
- Tulevaisuuden suunnittelun joustavuus: Jos osan suunnittelun odotetaan muuttuvan tuotteen elinkaaren aikana, siirtotyökalut tarjoavat paremman mukautuvuuden, koska yksittäisiä asemasuulakkeita voidaan muokata itsenäisesti. Ominaisuuden muuttaminen progressiivisessa muotissa vaatii usein useiden toisistaan riippuvaisten asemien uudelleensuunnittelua samanaikaisesti.
Käytännössä päätös tehdään harvoin eristyksissä. Kokenut muotinvalmistaja arvioi yhdessä osapiirustuksen, vuotuisen tilavuusennusteen, käytettävissä olevat puristusresurssit ja loppupään kokoonpanovaatimukset ennen työkalustrategian suosittelemista. Sekä progressiiviset että siirtometallileimausmuotit edustavat kypsiä, hyvin ymmärrettyjä tekniikoita – avain on oikean tekniikan sovittaminen sovelluksen erityisvaatimuksiin sen sijaan, että ottaisit käyttöön tutuimman lähestymistavan.

Edellinen viesti
Kustannusvertailu: metallileimausosat VS metallipiirustusosat vuonna 2026
Seuraava viesti
Autoteollisuuden leimausmuottiteollisuus käynnistää uuden kierroksen teknisiä päivityksiä.
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
