-

Autojen moottorikoteloiden leimausosat
Autojen moottorikoteloiden leimausosat ovat kes...
-
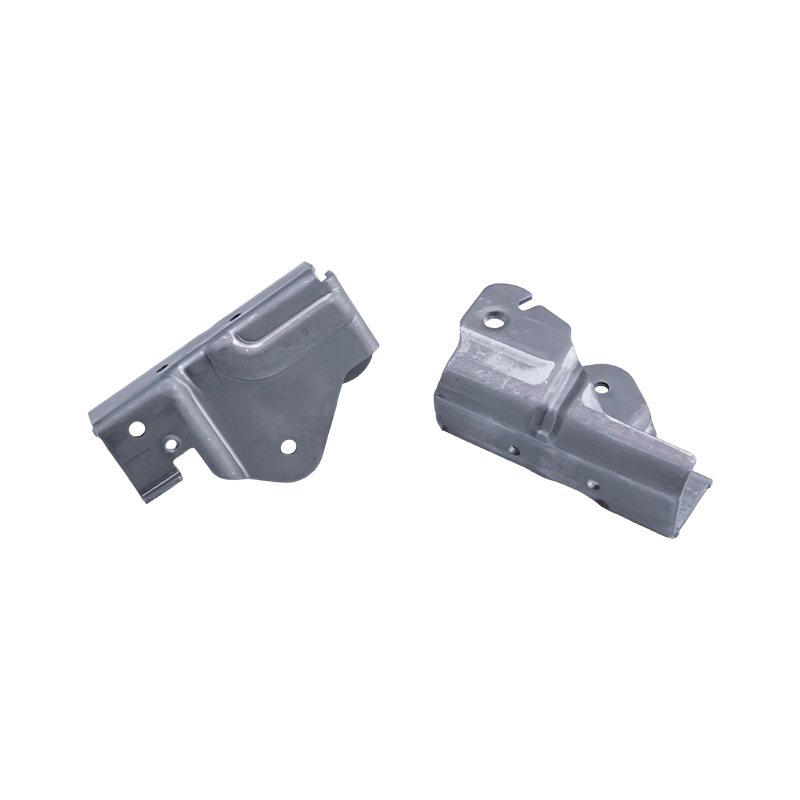
Auton istuimen leimausosat
Autonistuinten leimausosat ovat autojen istuint...
-
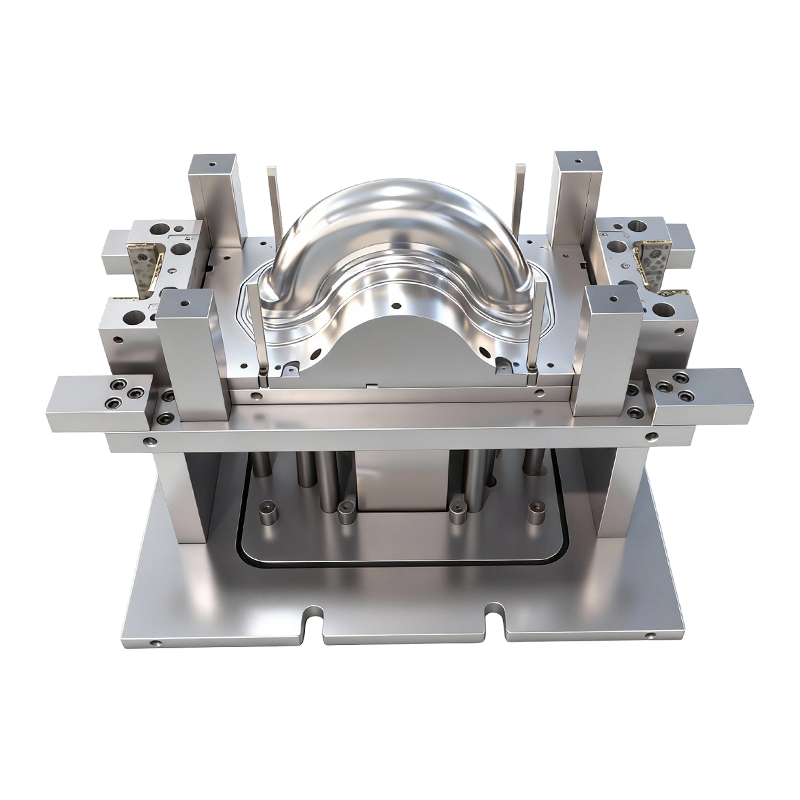
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
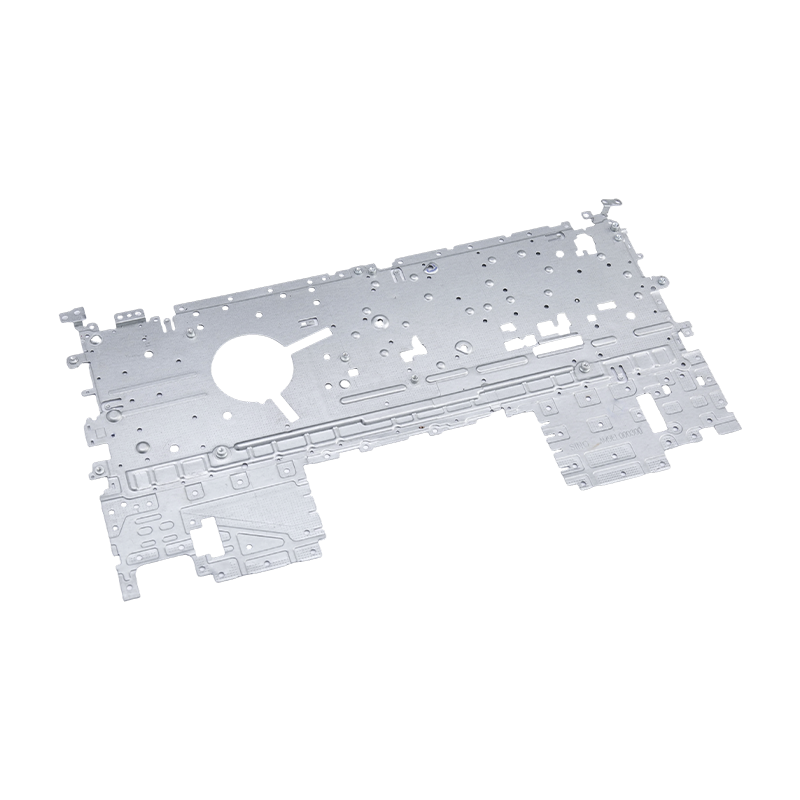
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-

Huippuluokan uunin leimausosat
Huippuluokan uunin leimausosamme ovat tarkasti ...
-
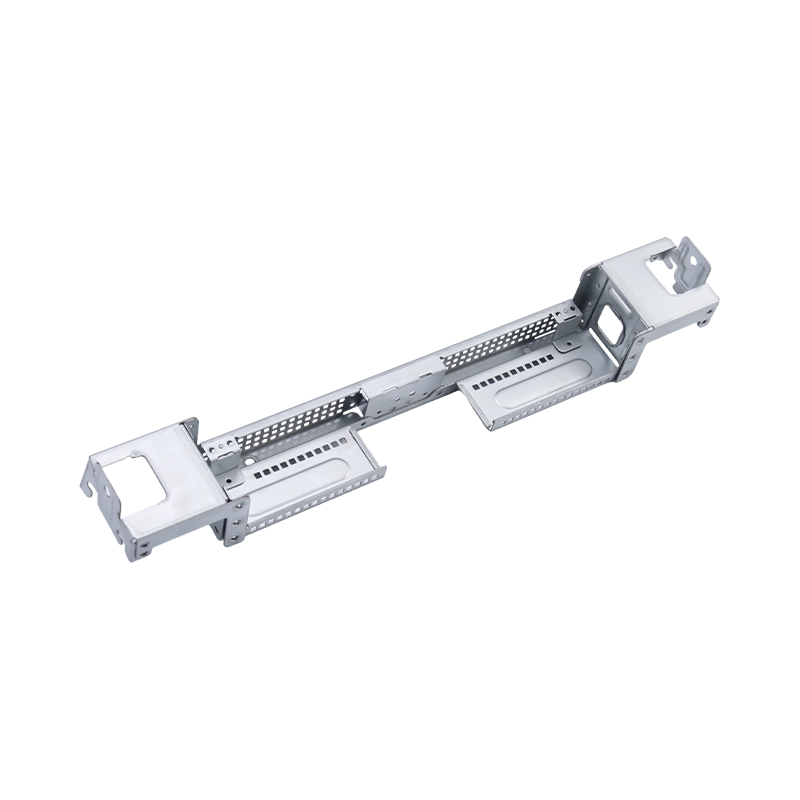
Korkealaatuiset suuret tietokoneen leimausosat
Huippuluokan suuret tietokoneleimaosamme ovat t...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Autojen istuimen leimausosat: tarkkuusvalmistus, laakeri ja materiaalin valinta
Autojen istuimen leimausosat: tarkkuusvalmistus, laakeri ja materiaalin valinta
2026-06-04
Auton ovipaneelin tulee istua tasaisesti ja näyttää hyvältä. Istuimen runkoleimauksen on tehtävä huomattavasti enemmän: sen on kestettävä matkustajan staattinen paino satojen tuhansien syklien aikana, vaimentava kovan jarrutuksen ja epätasaisten teiden dynaamiset voimat ja säilytettävä geometria riittävän tarkasti, jotta turvavyön ankkuri, lepotuolimekanismi ja liukukisko kootaan ja toimivat oikein. Tämä rakenne-, väsymis- ja mittavaatimusten yhdistelmä tekee autojen istuinten leimausosat vaativimpien komponenttien joukossa tarkkuusmetallileimasin tuottaa – ja selkeä indikaattori valmistajan suunnittelusyvyydestä.
Tässä artikkelissa tarkastellaan viittä teknistä ulottuvuutta, jotka määrittävät, toimiiko istuimen runkoleimaus luotettavasti koko ajoneuvon käyttöiän ajan: toleranssivaatimukset, materiaalin valinta, meistin tarkkuus, kuorman suorituskyky ja yhteensopivuus useiden ajoneuvojen kanssa.

Miksi autojen istuinten leimausosilla on tiukemmat toleranssit kuin useimmat koriosat
Runkopaneelien leimaukset arvioidaan ensisijaisesti pinnan ulkonäön ja istuvuuden perusteella. 0,5 mm liian leveä rako näkyy; 0,3 mm liian kapea rako aiheuttaa kokoonpanohäiriöitä. Molempia ei voida hyväksyä, mutta kumpikaan ei ole turvallisuuskysymys. Istuimen rungon meistot toimivat olennaisesti erilaisessa vikatilassa: rakenneosan mittavirhe etenee alentuneeksi kuormitukseksi, väärin kohdistetuiksi turvallisuuskriittisiksi rajapinnoiksi ja ennenaikaiseksi väsymishalkeamiseksi.
Harkitse lepotuolimekanismin kiinnitystelinettä. Sen pultinreiät on sijoitettava millimetrin tarkkuudella, jotta lepotuoli kiinnittyy lukitushampaisiinsa tasaisesti koko säätökaaren yli. Siirretty reikäkuvio saa aikaan epäkeskisen kuormituksen lukitusmekanismiin – ei heti havaittavissa, mutta se heikkenee asteittain istuimen käyttöiän aikana. Sama logiikka pätee liukukiskojen kiinnityspisteisiin, joiden on jaettava matkustajan kuorma symmetrisesti molemmille kiskoille; mikä tahansa epäsymmetria keskittää jännityksen yhteen kiinnitykseen ja nopeuttaa kulumista tai väsymistä.
Toleranssistandardi autojen istuinten leimausosat, jotka on valmistettu autojen turvallisuusstandardien mukaisesti on siksi tiukempi kuin yleiset runkoleimaukset – ja sitä ei vaadita pelkästään tuotteen ensimmäisessä tarkastuksessa vaan koko tuotantoajon aikana, koska erot varhaisen ja myöhäisen tuotannon osien välillä vaikuttavat kokoonpanolinjan suorituskykyyn ja linjan lopun säätöaikaan.
Erittäin luja teräs vs. alumiiniseos: oikean materiaalin valinta istuimen rungon meistoihin
Materiaalipäätös istuimen runkoleimauksille ei ole yksittäinen valinta koko istuimelle - se on komponenttikohtainen optimointi, joka tasapainottaa lujuusvaatimukset, muotoilun monimutkaisuuden, painotavoitteet ja kustannukset.
Erittäin lujaa terästä on edelleen hallitseva materiaali istuimen rungon rakennekomponenteissa. Kehittyneet korkealujuiset teräkset (AHSS), joiden vetolujuus on 600–1 500 MPa, tarjoavat myötölujuuden, joka tarvitaan lepotuolien kannattimiin, istuinkaukalon vahvistuksiin ja selkänojan kehyksiin, jotta ne kestävät auton istuinten turvastandardeissa määritellyn 530 Nm:n taaksepäin vääntömomentin ilman pysyvää muodonmuutosta. Materiaalin korkea jäykkyys kestää myös taivutusmomentteja, jotka syntyvät, kun turvavyön kuormat siirtyvät istuimen rungon läpi etutörmäyksessä. Kompromissi on se, että lujat teräkset vaativat tehokkaamman työkalun – suuremman puristustonnimäärän, tarkkoja muottimateriaaleja ja huolellista aihion pidikevoiman hallintaa – koska niiden heikentynyt sitkeys suhteessa mietoon teräkseen jättää vähemmän tilaa muovausvirheille ennen halkeilua.
Alumiiniseos on määritelty yhä useammin istuinosille, joissa painonpudotus on etusijalla, erityisesti sähköajoneuvoissa, joissa kantaman tehokkuus oikeuttaa korkeammat materiaali- ja työkalukustannukset. Alumiininen istuinrungon leimaus voi vähentää komponenttien painoa 30–40 % teräsvastineisiin verrattuna. Haasteena on, että alumiinin alempi myötöraja vaatii tyypillisesti paksumpia osia tai rakennevahvistusta vastaavan rakenteellisen suorituskyvyn saavuttamiseksi – mikä osittain kompensoi painoedun. Sen suurempi takaisinjousto muovauksen aikana vaatii myös tarkempaa muotin kompensointia ja tarkempaa prosessin ohjausta mittatarkkuuden ylläpitämiseksi.
Käytännössä istuinkokoonpanoissa yhdistyvät usein molemmat: luja teräs ensiökuormitusreittejä varten (selkärunko, lepotuoli, turvavyön kiinnitysvahvike) ja alumiiniseos sekundäärirakenteisiin, joissa painon alentamisesta on selvää hyötyä ja huippukuormat ovat pienemmät (pehmustelevyn sivuosat, niskatuen ohjauskannattimet).
Kuinka korkean tarkkuuden leimausmeistit määräävät kantavuuden
Leimatun istuinrunko-osan mekaaniset ominaisuudet määräytyvät osittain raaka-aineen ja osittain itse meistoprosessin mukaan. Muotti, joka tuottaa epäyhtenäisen seinämän paksuuden – epätasaisen aihion pidikkeen voiman, kuluneiden lävistyssäteiden tai meistin ja meistin välisen epätarkan välyksen vuoksi – luo paikallista ohenemista leimatussa osassa. Näistä ohuista vyöhykkeistä tulee jännityskeskittymiä: ensimmäiset paikat, jotka antavat periksi staattisen ylikuormituksen alaisena, ja alkamiskohdat väsymishalkeamille syklisessä kuormituksessa.
Tämä on suora mekaaninen yhteys meistin tarkkuus ja istukan meiston kantavuus . 0,002 mm:n tarkkuudella työstetty muotti sen kriittisillä muovauspinnoilla tuottaa osia, joiden seinämän paksuus on tasainen koko vetosyvyyden ajan. Matkustajakuorma jakautuu tasaisesti poikkileikkaukselle, käyttöjännitykset pysyvät selvästi materiaalin väsymisrajan alapuolella ja osa saavuttaa suunnitellun käyttöikätavoitteensa. Suulake, jonka säteet ovat kuluneet tai epätarkasti koneistettu, tuottaa osia, joissa harvennukset ovat keskittyneet, paikalliset jännitykset lisääntyvät ja väsymisikä lyhenee – usein ilman rutiinitarkastuksella havaittavia mittojen poikkeamia.
Reunojen laadulla on sama merkitys. Tylsistä tai huonosti sovitetuista työkaluista johtuvat purseet ja mikrohalkeamat toimivat halkeamien alkamiskohtina. Normaalin ajon syklisessä kuormituksessa – tievärähtelyt, istuinten säätösyklit, matkustajien sisään- ja ulospääsy – nämä reunavirheet leviävät pohjamateriaalin väsymishalkeamiksi. Tasaiset, hyvin tuetut leikkausreunat, jotka on valmistettu tarkkuustyökaluilla, eliminoivat tämän vikatilan.
varten autojen ja sähköajoneuvojen syvävetomuotit istuimen rungon osiin , työkalujen suunnittelu- ja valmistuslaatua ei siten voida erottaa sen tuottamien osien rakenteellisesta suorituskyvystä.
Staattinen ja dynaaminen kuormituskyky: mitä istuimen leimausosien on kestettävä
Istuimen runkoleimauksissa on kolme erillistä kuormitusluokkaa, joista jokaisella on erilaiset vaikutukset suunnitteluun ja materiaalispesifikaatioihin.
Staattiset kuormat edustavat matkustajan painoa – tyypillisesti 75–100 kg yksittäiselle matkustajalle, joka vaikuttaa jatkuvasti istuintyynyn ja selkänojan läpi. Nämä kuormat määräävät vähimmäispoikkileikkausalan ja materiaalin myötörajan, joka vaaditaan pysyvän muodonmuutoksen estämiseksi normaalikäytössä. Staattisen kuormituksen suorituskyky on helppo testata ja tarkistaa, ja useimmat "staattisesta ylikuormituksesta" johtuvat istuimen leimausvirheet ovat itse asiassa väsymishäiriöitä, jotka ovat kiihtyneet jonkin aikaa ennen näkyvän muodonmuutoksen ilmaantumista.
Dynaamiset kuormat aiheutuvat ajoneuvon kiihtyvyydestä, jarrutuksista, kaarteista ja tienpinnan epätasaisuuksista. Kovan jarrutuksen aikana 1 g:n hidastuessa 75 kg painavan matkustajan eteenpäin suuntautuva inertia synnyttää noin 750 N:n kuormituksen istuimen selkänojan läpi lepotuolimekanismiin ja selkänojan rungon meistoihin. Epätasaisella tienpinnalla 2–3 g:n pystykiihdytykset ovat mahdollisia, jolloin istuinrunko pyörii 1–20 Hz:n taajuuksilla tuhansia tunteja ajoneuvon käyttöiän aikana. Tärinänkestävyys – leimatun rakenteen kyky säilyttää geometriansa ja mekaaniset ominaisuudet tässä syklisessä kuormituksessa – on suorituskykyulottuvuus, joka usein aliarvioitiin suunnittelun alustavissa arvioinneissa, mutta tulee näkyväksi pitkän aikavälin kestävyystesteissä.
Törmäyskuormat edustavat pahinta tilannetta. 50 km/h etutörmäyksessä turvavyön ollessa kuormitettuna istuimen rungon on siirrettävä matkustajan kineettinen energia ajoneuvon rakenteeseen murtumatta tai sallimatta istuimen siirtymistä, joka voi vahingoittaa matkustajaa. Nämä kuormat ovat suuruusluokkaa suurempia kuin dynaamiset ajokuormat, ja turvavyön ankkurin, takarungon ja liukukiskon lukitusmekanismin leimausosat ovat kaikki ensisijaisella kuormitusradalla.
Kaikkien kolmen kuormitusluokan täyttäminen samanaikaisesti edellyttää, että leimausprosessi tarjoaa sekä mittatarkkuuden että yhdenmukaiset mekaaniset ominaisuudet – minkä vuoksi materiaalin jäljitettävyys ja prosessinaikainen paksuuden valvonta ovat vakiovaatimuksia autojen istuinkomponenttien toimitusketjuissa.
Useiden ajoneuvojen yhteensopivuus ja OEM-mittatarkkuusvaatimukset
Yksi istuimen leimaustoimittaja palvelee harvoin yhtä ajoneuvon alustaa. OEM-asiakkaat ja Tier 1 -istuinten valmistajat hankkivat leimattuja komponentteja, joiden täytyy sopia useisiin ajoneuvolinjoihin, usein erilaisilla mitoilla, asennuskokoonpanoilla ja turvakuormitusvaatimuksilla. Tämän usean alustan monimutkaisuuden hallinta ilman lisääntyviä työkalukustannuksia on yksi ydinosaamisesta, joka erottaa kykenevät leimaustoimittajat hyödykeprosessoreista.
Usean ajoneuvon yhteensopivuuden perustana on mittatarkkuus yksittäisten ominaisuuksien tasolla – ei vain osien yleisgeometria. Asennus- ja paikannusominaisuuksien reikien asennon toleranssit ±0,15 mm tai tiukemmat varmistavat, että sama meistetty osa kiinnittyy oikein eri istuinrunko-arkkitehtuureihin ilman manuaalista säätöä tai uudelleenkäsittelyä. Tämä tarkkuustaso on saavutettavissa vain, kun muotti on suunniteltu asianmukaisin peruspisteviittauksin, koneistettu tiukoilla ominaisuustoleransseilla ja validoitu täydellisellä ensimmäisen tuotteen tarkastuksella asiakkaan CAD-mallia vastaan ennen tuotannon käynnistämistä.
Muokattu muottisuunnittelu ei ole tässä yhteydessä yleiskustannus - se on mekanismi, jolla saavutetaan mittatarkkuus ja yhteensopivuus useiden ajoneuvojen kanssa. Erityisesti osan geometriaa varten suunniteltu muotti, jonka osien sijainnit ja välykset on sovitettu osan muovausvaatimuksiin, tuottaa jatkuvasti oikein koottuja osia. Yleinen tai muunneltu muotti vaatii jatkuvaa lajittelua, säätöä tai säätöä hyväksyttävän mittatulostuksen ylläpitämiseksi.
The täydellinen valikoima autojen leimausosia at SQS on valmistettu itse suunnitelluista ja valmistetuista muotteista, mikä varmistaa, että jokaisen asiakkaan ajoneuvoalustan mittavaatimukset sisällytetään työkaluihin alusta alkaen sen sijaan, että niitä kompensoidaan tuotannossa.
SQS:n integroitu stanssaus- ja osavalmistusetu istuinten meistoissa
Autojen istuinten leimaamisen perinteinen toimitusketju erottaa muottien valmistuksen osien valmistuksesta: työkalupaja rakentaa muotin, pätevöittää sen ja siirtää sen tuotantoa hoitavalle leimatalolle. Jokaisen kanavanvaihdon yhteydessä katoaa osittain tieto siitä, miksi meisti on suunniteltu tietyllä tavalla - muodostusjärjestys, aihion pidikkeen voiman asetukset, muotin välyksen kompensointi takaisinjoustoon. Tuotantoinsinöörit optimoivat suorituskyvyn mieluummin kuin suuttimen suunnittelijan tarkoittamien osien ominaisuuksien mukaan.
Suzhou Shuangqisi Mold Equipment Co., Ltd. hoitaa molemmat toiminnot saman katon alla. Sama insinööritiimi, joka suunnittelee istuimen runkokomponentin leimaussuuttimen, käyttää myös osia valmistavaa puristinta. Kun tuotannossa ilmenee mittapoikkeamaa – kuten se tapahtuu muotin käyttöiän aikana asteittaisen kulumisen vuoksi – vastaus on tietoinen meistin korjaus eikä prosessin kiertotapa. Tuloksena on tasalaatuisempi osien laatu koko tuotantojakson ajan ja nopeampi polku perimmäiseen syyyn, kun poikkeamia ilmenee.
SQS:n valmistusinfrastruktuuri tukee tätä integraatiota tarkkuustasolla, jota autojen istuinten leimaukset vaativat. Japanista hankitut lanka-EDM-koneet saavuttavat 0,002 mm:n työstötarkkuuden muotin ominaisuuksissa, mikä varmistaa, että seinämän paksuuden, reunan laadun ja reiän sijainnin määrittävät muovauspinnat pysyvät osan suunnittelun edellyttämillä toleransseilla. 80T - 400T puristuskalusto kattaa koko valikoiman istuinrungon leimausgeometrioita pienistä kannatinkomponenteista koko selkänojan runkorakenteisiin. Yli 15 vuoden kokemuksella OEM-asiakkaiden ja Tier 1 -luokan autotoimittajien palvelemisesta sekä 60 hengen teknisen henkilöstön tiimillä, joka on sitoutunut meistien suunnitteluun, valmistukseen ja laadunvarmistukseen, SQS tarjoaa suunnittelusyvyyden, jota istuinrunkojen leimausohjelmat vaativat.
varten OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Edellinen viesti
Metallin leimausosat kodinkoneille: materiaalit, tarkkuus- ja räätälöidyt ratkaisut
Seuraava viesti
Deep Drawing Die Design: Rei'itys, meistin, välys ja monivaiheinen vähennysopas
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
