-
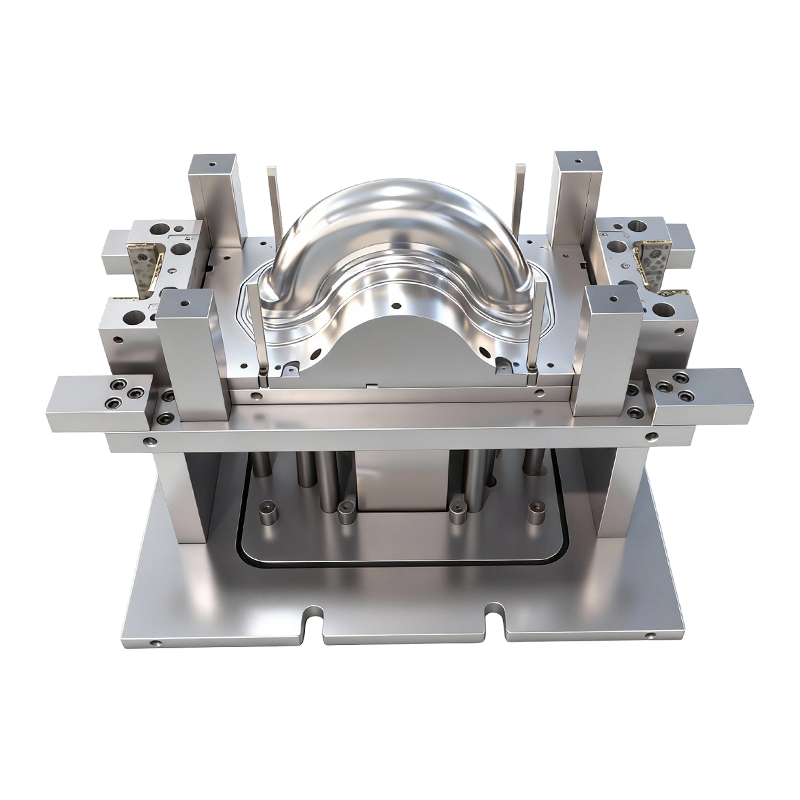
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
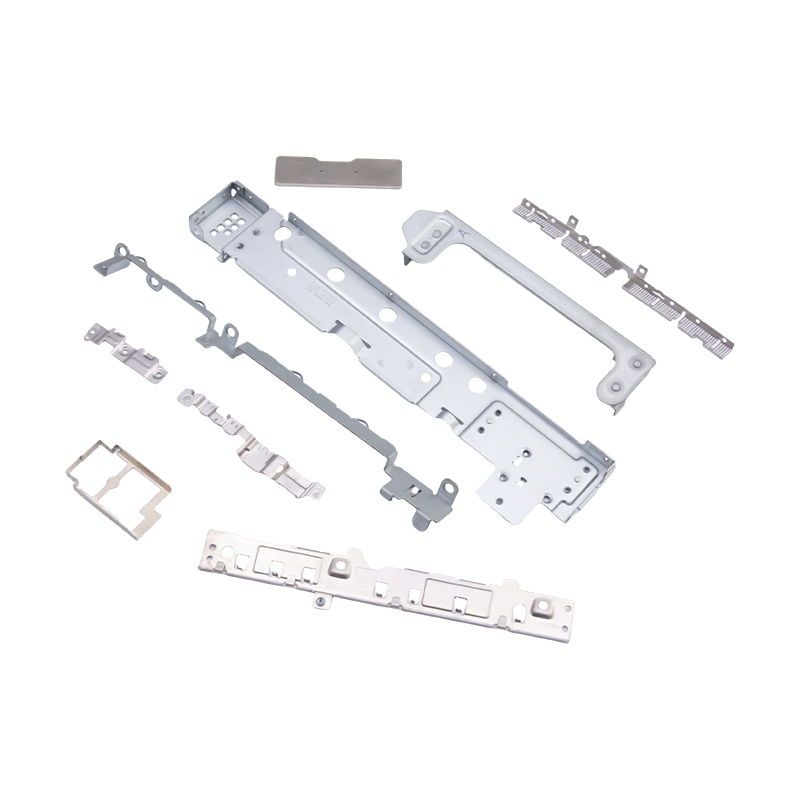
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
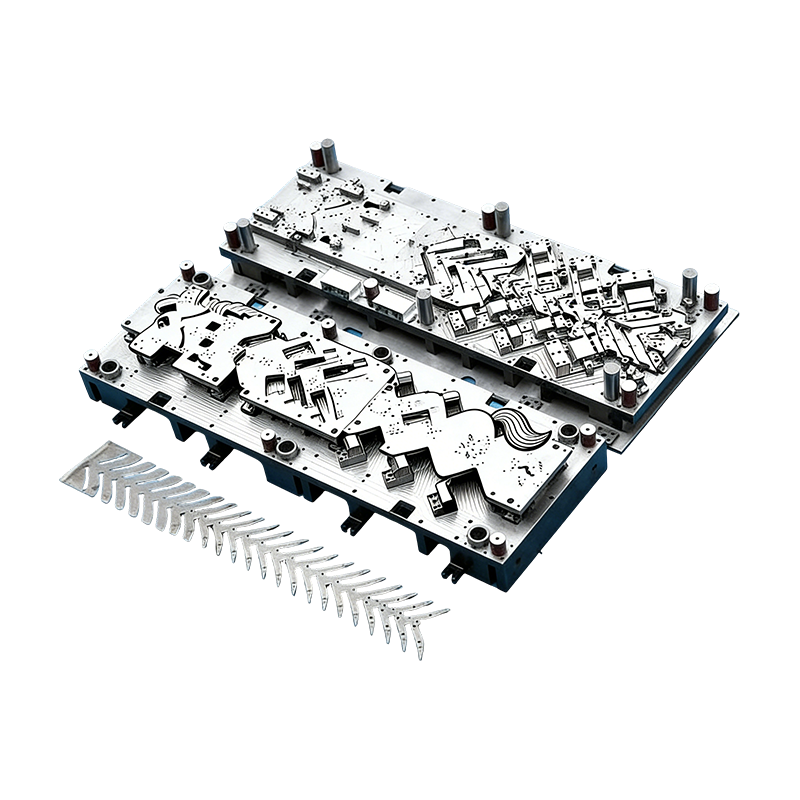
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
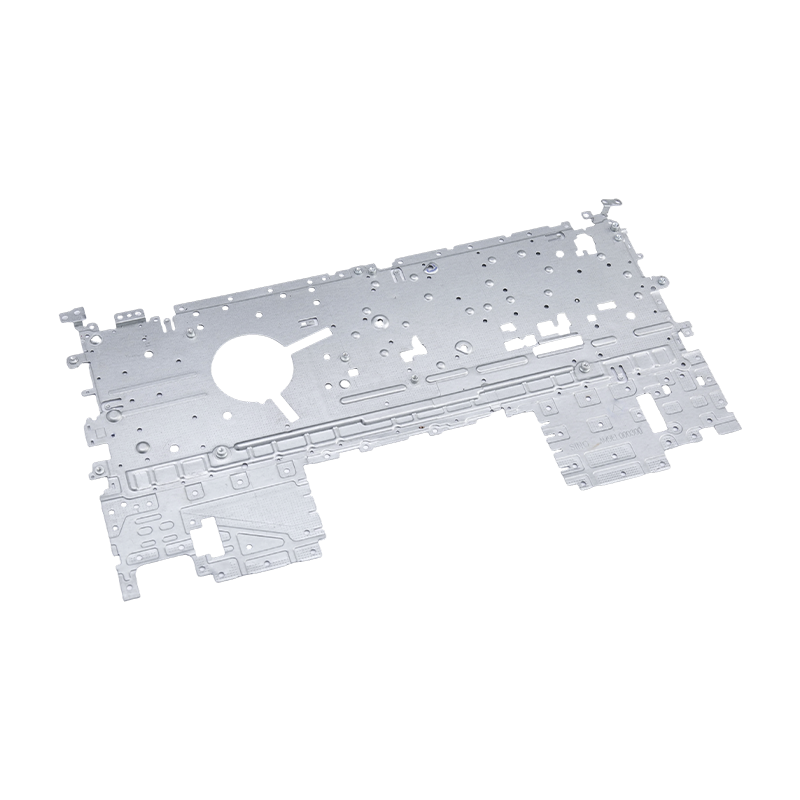
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-
Pienten autojen osien progressiiviset stanssausosat
Pienten autojen osien progressiiviset stanssaus...
-
Uusien energia-ajoneuvojen kuparikiskojen leimausosat
Uudet energiaajoneuvojen kupariset virtakiskole...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Deep Drawing Die Design: Rei'itys, meistin, välys ja monivaiheinen vähennysopas
Deep Drawing Die Design: Rei'itys, meistin, välys ja monivaiheinen vähennysopas
2026-05-20
Pelti, joka tulee suulakkeeseen litteänä aihiona ja poistuu saumattomana, ontona komponenttina – tämä muutos riippuu täysin siitä, kuinka hyvin suulake on suunniteltu. Syvävetomuottisuunnittelu ei ole yksittäinen päätös, vaan ketju teknisiä valintoja, joista jokainen joko avaa tai sulkee ikkunan, jossa onnistunut muotoilu voi tapahtua. Huonosti määritetty rei'ityssäde, alimitoitettu aihion pidike tai väärin laskettu välys voivat romuttaa ikkunan kokonaan, jolloin syntyy halkeilevaa tai ryppyistä romua suurella määrällä. Alla olevissa osissa käydään läpi kaikki tärkeimmät suunnittelumuuttujat ja selitetään, mitä kukin niistä ohjaa.
Mitä Deep Drawing Die Design todella ohjaa
Syväpiirtotyökalusarjassa on kolme pääosaa: rei'itys, meisti ja aihion pidike. Lävistin työntää litteän aihion muottipesään. Muotti määrittää valmiin osan ulkogeometrian. Aihion pidike painuu aihion laippaa vasten säätääkseen kuinka paljon materiaalia syötetään onteloon iskun aikana.
Jokainen jäsen on suunniteltava suhteessa muihin. Lävistimen halkaisija määrittää vedetyn kupin sisähalkaisijan; muotin halkaisija on suurempi työvälyksen verran. Aihion pidike sijaitsee näiden kahden välissä pitäen kosketuspainetta laipassa koko iskun ajan. Kun näiden kolmen komponentin väliset suhteet ovat oikeat, metalli virtaa sisään- ja alaspäin ilman rypistymistä laipassa tai murtumatta lävistimen nokassa. Kun jokin suhde on väärä, toinen näistä kahdesta epäonnistumistilasta tulee näkyviin välittömästi.
Suuren volyymin tuotantoon, autoluokan syvävetomuottisarjat lisää uusia vaatimuksia: pidempi työkalun käyttöikä, tiukka kappaleiden välinen johdonmukaisuus ja yhteensopivuus automaattisten siirtojärjestelmien kanssa. Nämä vaatimukset lisäävät jokaisen alla kuvatun suunnittelupäätöksen merkitystä.
Lävistys- ja meistigeometria: Mistä osan muoto tulee
Lävistimen kärjen säde ja muotin sisääntulosäde ovat kaksi merkittävintä geometrista parametria syvävetomuottisuunnittelussa. Molemmat ohjaavat metallin taipumista, kun se siirtyy tasaisesta aihiosta piirrettyyn seinään.
Punch nenän säde on tyypillisesti asetettu neljän ja kahdeksan kertaa materiaalin paksuuden välille standarditeräksille. Liian pieni säde keskittää vetojännityksen mutkassa, mikä edistää ohenemista ja mahdollista murtumista. Liian suuri säde mahdollistaa metallin rypistymisen ennen kuin se vangitsee muotin seinään, mikä aiheuttaa seinän ryppyjä.
Die sisääntulon säde – jota kutsutaan joskus muotin kulman säteeksi – säätelee vastusta, jonka aihio kohtaa, kun se vedetään muotin reunan yli. Hyvin kiillotettu, sopivan kokoinen muotin säde vähentää kitkaa ja mahdollistaa materiaalin tasaisen virtauksen onteloon. Vakiokäytäntö asettaa tämän säteen neljästä kymmenkertaiseksi materiaalin paksuudeksi vetosuhteesta ja materiaalin sitkeydestä riippuen. Alimittaiset säteet lisäävät repeytymisriskiä; Ohuiden materiaalien ylisuuret säteet luovat tukemattomia jänneväliä, jotka taipuvat ryppyihin.
Osien, joiden poikkileikkaus on neliön tai suorakaiteen muotoinen, kulmasäteet vaativat yksilöllistä huomiota. Kulmat keskittyvät puristusjännitykseen muotoilun aikana, ja suuret kulmasäteet – tyypillisesti suuremmat kuin vastaavilla pyöreillä osilla – mahdollistavat syvemmän vedon yhdellä toimenpiteellä ilman kulmien rypistymistä.
Työvälys meistin ja meistin välillä
Välys on säteittäinen rako meistin ja muotin seinämän välillä. Vedon aikana metallin täytyy kulkea tämän raon läpi, ja se tyypillisesti paksunee hieman sisäänpäin virtaaessaan. Välyksen on sovitettava tämä paksuuntuminen puristamatta metallia niin tiukasti, että kitka nousee tuhoaville tasoille, ja jättämättä niin paljon tilaa, että metalli rypistyy sivusuunnassa seinän ryppyihin.
Useimmille vähähiiliselle teräkselle sallittu aloitusalue on 1,07–1,15 kertaa materiaalin paksuus sivua kohden. Kovemmat tai paksummat materiaalit saattavat vaatia vapaata tilaa tämän alueen yläpäässä. Ohuemmat materiaalit ja tiukemmat seinämänpaksuuden toleranssit työntävät mallia kohti alapäätä. Progressiiviset meistijärjestelmät monen aseman autoteollisuuden progressiiviset syvävetolevyt Käytä samaa logiikkaa jokaisessa peräkkäisessä asemassa, jolloin välys tyypillisesti kiristyy, kun kupin halkaisija pienenee ja seinämän tasaisuus tulee kriittisemmäksi.
Materiaalin valinta ja sen vaikutus meistisuunnitteluun
Muotin suunnittelija ei voi valita osan materiaalia, mutta materiaalin ominaisuudet määräävät mitkä suunnitteluparametrit ovat toteutettavissa. Kaksi metallilevyn ominaisuutta ovat erityisen tärkeitä: jännityskovetus eksponentti (n-arvo) ja plastinen jännityssuhde (r-arvo, jota kutsutaan myös Lankford-kertoimeksi).
Korkea n-arvo tarkoittaa, että materiaali kovettuu nopeasti venyessään ja jakaa muodonmuutoksen tasaisemmin aihion poikki. Tämä mahdollistaa aggressiivisemmat vetosuhteet ennen murtumista. Korkea r-arvo tarkoittaa, että materiaali kestää ohenemista paksuussuunnassa ja virtaa ensisijaisesti arkin tasossa – juuri sitä mitä syväveto vaatii. Materiaalit, joilla on korkeat r-arvot, voidaan vetää suurempiin syvyys-halkaisijasuhteisiin ennen kuin lävistysnokkamurtumaraja saavutetaan.
Käytännössä interstitiaalivapaa (IF) teräs, jonka r-arvot ovat yli 1,8, mahdollistaa suuttimet, joissa on syvemmät yhden vetosyvyydet ja suuremmat aihion ja meistin halkaisijasuhteet kuin perinteisellä vähähiilisellä teräksellä, jonka r-arvot ovat lähellä 1,0. Alumiiniseosten r-arvot ovat yleensä alle 1,0, mikä tarkoittaa, että alumiinin muottirakenteiden on perustuttava enemmän monivaiheiseen vedon vähentämiseen ja huolellisempaan aihionpitimen hallintaan saman kupin syvyyden saavuttamiseksi. Samat periaatteet pätevät myös suunnittelussa tarkkuusautojen leimauskomponentit joissa tiukat mittatoleranssit lisäävät materiaalin vaihteluhaasteita.
Monivaiheinen noston vähennys: kun yksi toiminto ei riitä
Kun valmiin osan vaadittu syvyys-halkaisijasuhde ylittää sen, mitä yhdellä vedolla voidaan saavuttaa turvallisesti – tyypillisesti vetosuhde on yli 2,0–2,2 useimmille teräksille – suunnitteluun on sisällytettävä useita vetovaiheita. Jokainen taso pienentää kupin halkaisijaa ja lisää samalla sen korkeutta, ja jokaisessa vaiheessa on oma rei'itys, meisti ja aihion pidike.
Ensimmäinen veto vie tasaisen aihion materiaalin sallimaan maksimivetosuhteeseen. Myöhemmät uudelleenvedot toimivat jo muodostetulla kupilla, ja ne voivat saavuttaa vetosuhteet 1,2–1,4 vaihetta kohti, koska laipan metalli on jo osittain työstetty ja siinä on pienempi vakavan rypistymisen riski. Hehkutus vaiheiden välillä saattaa olla tarpeen nopeasti kovettuville materiaaleille, jotta saadaan palautettua sitkeys ennen seuraavaa pelkistystä.
| Piirustusvaihe | Tyypillinen maksimi vetosuhde | Huomautuksia |
|---|---|---|
| Ensimmäinen arvonta | 1,8 – 2,2 | Riippuu r-arvosta ja aihion paksuudesta |
| Toinen arvonta (uudelleenarvo) | 1.2 – 1.4 | Pienempi riski aikaisemman työskentelyn ansiosta |
| Kolmas arvonta ja sen jälkeen | 1.1 – 1.3 | Vaiheiden välillä saatetaan tarvita hehkutusta |
Monivaiheiset suunnittelut lisäävät työkalukustannuksia ja lisäävät puristusaikaa, mutta ne ovat usein ainoa tie tarvittavaan kappalegeometriaan. Taloudellinen vertailu yksivaiheisen ja monivaiheisen lähestymistavan välillä on tiiviisti sidoksissa tuotantomäärään – tekijää, jota tarkastellaan tarkemmin artikkelissa metallileimaus- ja syvävetoosien tuotteiden hintaerot .

Piirrä helmiä ja sideaineen paine: Hienosäädä materiaalivirtaa
Vetohelmet ovat kohotettuja harjanteita, jotka on koneistettu sideaineen (aihion pidikkeen) pintaan. Kun aihio liukuu niiden yli vetoiskun aikana, ne aiheuttavat taivutus- ja taipumattomia muodonmuutoksia, jotka luovat lisävastusta materiaalivirtaukselle. Vaihtelemalla vetohelmien korkeutta, leveyttä ja sijaintia aihion kehällä, muotisuunnittelija voi hallita, kuinka paljon materiaalia tulee suuttimen onteloon kussakin pisteessä – suuntaamalla virtauksen pois repeytymisalttiilta alueilta ja kohtia, jotka muuten voisivat rypistyä.
Vetopalojen sijoittelu on erityisen tärkeää ei-akselisymmetrisille osille, kuten autojen koripaneeleille, joissa aihion kehän eri osat tarvitsevat hyvin erilaista virtausvastusta. Osat, joissa on suuret tasaiset alueet, joita ympäröivät syvät vedot vaativat usein vetohelmiä estämään tasaisten alueiden pinnan vääristymistä sideaineen alla.
Sideainepaine täydentää vetopalojen suunnittelua. Sideaineen on käytettävä riittävästi voimaa estääkseen laipan rypistymisen, mutta ei niin paljon, että se estäisi materiaalin virtauksen onteloon – mikä lisäisi kupin seinämän vetojännitystä murtumiskohtaan asti. Oikea sideaineen paine on siksi prosessiikkunassa, jonka rajat määrittävät rypistymisrajan alapuolella ja murtumisrajan yläpuolella. Tämän sarjan seuraavassa artikkelissa käsitellään vetosuhdetta ja aihion pidikkeen voimaa vuorovaikutuksessa ikkunan määrittämiseksi ja hallitsemiseksi.
Voitelu ja stanssauspinnan viimeistely
Kitka muotin sisääntulosäteen ja aihion pidikkeen rajapinnassa vaikuttaa suoraan kupin seinämän kantamaan vetojännitykseen. Suurempi kitka tarkoittaa suurempaa seinäjännitystä, mikä siirtää prosessin lähemmäs murtumisrajaa. Tehokas voitelu vähentää tätä rasitusta ja laajentaa prosessiikkunaa.
Muotin pintakäsittely on vuorovaikutuksessa voitelun kanssa. Kiillotettu muotin säde, jonka pinnan karheus on alle Ra 0,4 µm, mahdollistaa voiteluaineen muodostaman tasaisen kalvon, mikä vähentää kitkan vaihtelua. Karkeat tai naarmuuntuneet pinnat vangitsevat voiteluaineen epätasaisesti ja aiheuttavat paikallisia jännityspitoisuuksia, jotka voivat aiheuttaa murtuman odotettua pienemmillä seinäjännityksillä.
Voiteluaineen valinta riippuu vedettävästä materiaalista. Vähähiiliset teräkset kestävät monenlaisia voiteluaineita kevyistä vetoöljyistä raskaisiin EP (äärimmäisen paineen) yhdisteisiin. Alumiiniseokset vaativat voiteluaineita, jotka eivät reagoi metallipinnan kanssa, koska reaktiiviset yhdisteet voivat aiheuttaa naarmuuntumista ja pinnan naarmuuntumista. Ruostumattomat teräkset – jotka kovettuvat nopeasti – vaativat usein kloorattuja voiteluaineita kestämään vedon aikana syntyviä korkeita rajapintapaineita.
Työkaluteräksen valinta ja meistin kestävyys
Muotin käyttöikää syvävetossa rajoittavat hankaava kuluminen muotin sisääntulosäteellä ja sideaineen pinnan naarmuuntuminen. Molemmat mekanismit kiihtyvät, kun sideaineen paine on korkea, voiteluainekalvo hajoaa tai aihiomateriaali sisältää hankaavia sulkeumia.
Vakiomuottimateriaaleja keskimääräiseen tuotantoon ovat D2-työkaluteräs (noin 60–62 HRC karkaisun jälkeen) ja DC53, joka tarjoaa paremman sitkeyden samalla kovuudella. Autoteollisuus vaatii usein volframikarbiditerät suuttimen sisääntulosäteellä, missä kulumisaste on korkein. Pintapinnoitteet – titaaninitridi (TiN), titaanikarbonitridi (TiCN) tai timantin kaltainen hiili (DLC) – pidentävät käyttöikää entisestään vähentämällä kitkakerrointa työkalun ja aihion rajapinnassa.
varten korkean tarkkuuden leimausmuottisarjat Autojen tai sähköajoneuvojen komponenttien toleranssien kohdistaminen, työkaluteräksen valinta ja lämpökäsittelyspesifikaatio ovat yhtä tärkeitä kuin yllä kuvatut geometriset suunnitteluparametrit. Väärin lämpökäsitellystä teräksestä koneistettu mitoiltaan täydellinen meisti epäonnistuu kauan ennen suunniteltua käyttöikää.
Simulaatio ennen terästä: äärellisten elementtien analyysi meistinsuunnittelussa
Nykyaikainen syvävetomuottisuunnittelu perustuu vahvasti finite element -analyysiin (FEA), joka ennustaa muodostustulokset ennen metallin leikkaamista. FEA-simulaatiot mallintavat aihion muotoaan muuttavien elementtien verkkona, soveltavat lävistysiskua asteittain ja laskevat jännityksen, jännityksen ja paksuusjakauman aihion jokaisessa kohdassa koko vedon ajan.
Hyvin kalibroidun simulaation tulos sisältää muodostusrajadiagrammin (FLD) peittokuvan, joka osoittaa, lähestyykö jokin aihion alue murtumis- tai rypistymisrajaa. Jos simulaatio ennustaa vikoja, suunnittelija voi säätää lävistyssädettä, meistin sädettä, sideaineen painetta, piirtää vanteen geometriaa tai aihion muotoa – iteroiden ohjelmistossa teräksen sijaan. Tämä prosessi lyhentää koeaikaa merkittävästi ja vähentää tarvittavien fyysisten työkalujen muutosten määrää, ennen kuin muotti tuottaa hyväksyttäviä osia.
Simuloinnin laatu riippuu tarkoista materiaalikorttitiedoista – erityisesti myötörajan kuvauksesta, r-arvoista, n-arvosta ja virtausjännityskäyrästä tietylle tuotannossa käytettävälle materiaalikäämille. Yleinen materiaalidata tuottaa uskottavia mutta epäluotettavia ennusteita; materiaalikohtaiset tiedot vetotestauksesta ja FLD-testauksesta tuottavat ennusteita, jotka vaikuttavat suoraan puristuskäyttäytymiseen.
Yhteenveto: Suunnittelumuuttujat, joilla on eniten merkitystä
Syväpiirustussuulakesuunnittelu perustuu pieneen määrään muuttujia, joista jokainen on asetettava toisista riippuvaiselle alueelle. Lävistys- ja meistisäteet määräävät taivutuksen vakavuuden siirtymissä. Työvälys mahdollistaa metallin paksuuntumisen aiheuttamatta tuhoavaa kitkaa. Vetosuhde asettaa muodonmuutoksen ylärajan yhdessä vaiheessa. Sideaineen paine ja vetohelmet säätelevät materiaalin virtausta aihion kehän ympärillä. Voitelu ja pinnan viimeistely määräävät, kuinka suuri osa sallitusta sideaineen paineesta todella saavuttaa aihion. Työkaluteräs ja pinnoitteen valinta määräävät sen, kuinka kauan suulake säilyttää tarkasti määritellyt olosuhteet.
Mitään yksittäistä muuttujaa ei voida optimoida erikseen. Muutos muotin sisääntulosäteeseen muuttaa optimaalista sideaineen painetta. Materiaalilaadun muutos muuttaa mahdollista vetosuhdetta. Tämä keskinäinen riippuvuus johtuu siitä, miksi syvävetoinen meistisuunnittelu vaatii systemaattista lähestymistapaa – ja miksi sen saaminen oikein simuloinnista kokeiluun tuottaa osia, jotka täyttävät pyörä- ja alustasovellusten vaativat rakenne- ja mittavaatimukset jatkuvasti miljoonien tuotantosyklien aikana.
Edellinen viesti
Autojen istuimen leimausosat: tarkkuusvalmistus, laakeri ja materiaalin valinta
Seuraava viesti
Autonistuimen leimausosat: Laatu- ja istuvuusopas
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
