
-
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-

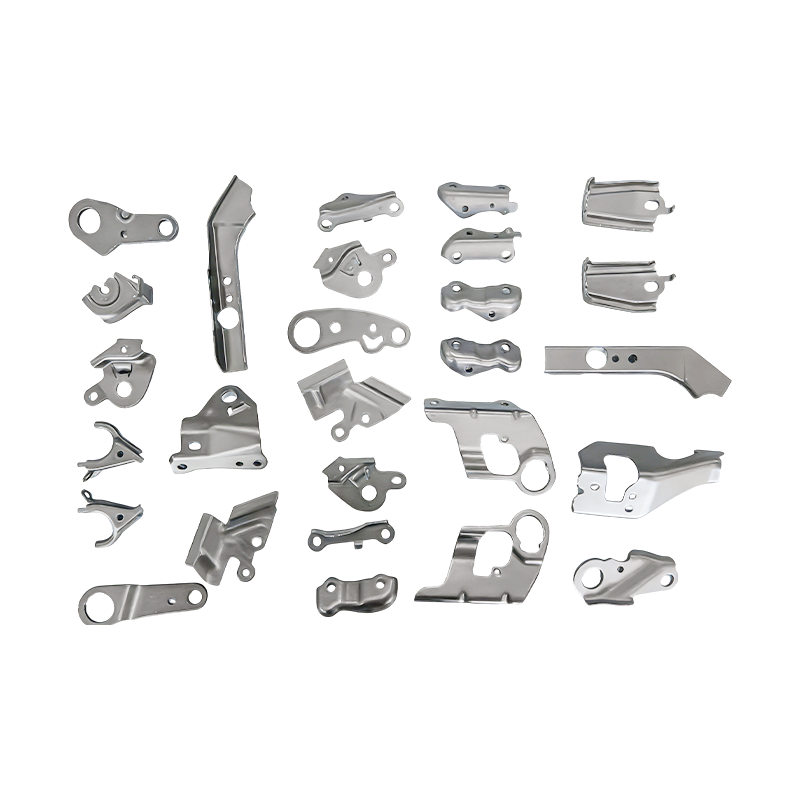
Raskaiden kuorma-autojen leimausosat
Raskaiden kuorma-autojen leimausosamme on valmi...
-
Pienten autojen osien progressiiviset stanssausosat
Pienten autojen osien progressiiviset stanssaus...
-

Autojen moottorikoteloiden leimausosat
Autojen moottorikoteloiden leimausosat ovat kes...
Teollisuuden uutisia
Opas syvävetoisiin metallileimausmuotteihin autojen osiin
2026-03-30
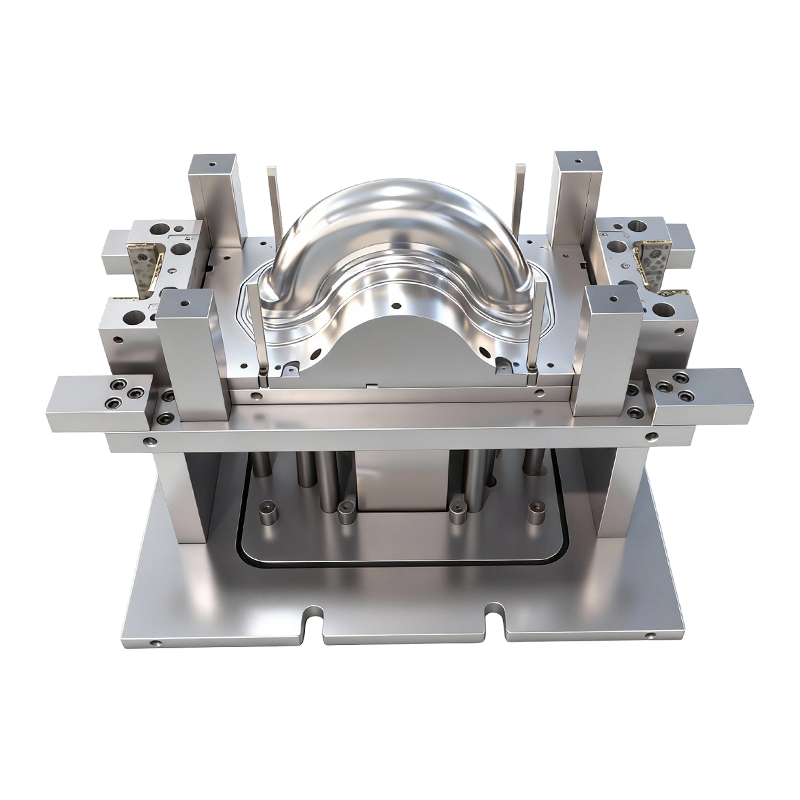
Metallien leimausmuotin syvävedon perusteet
Valmistuksen monimutkaisessa maailmassa Metalliset meistot toimivat tarkkuusmetallikomponenttien massatuotannon selkärangana. Erilaisten leimaustoimintojen joukossa syväveto erottuu kriittisenä prosessina litteän metallilevyn muuttamisessa kolmiulotteisiksi ontoksi. Toisin kuin yksinkertainen taivutus tai leikkaaminen, syväveto sisältää hienostuneen voimien vuorovaikutuksen, jossa meistin pakottaa metalliaihion muotinonteloon. Ensisijainen tavoite on ohjata materiaalin virtausta varmistaen, että levy venyy ja virtaa haluttuun geometriaan vaarantamatta sen rakenteellista eheyttä tai paksuuden tasaisuutta. Tämä prosessi on välttämätön sellaisten osien luomiseksi, jotka vaativat halkaisijaansa nähden huomattavaa syvyyttä, mikä on yleinen vaatimus kulutushyödykkeistä raskaisiin koneisiin.
Syvävedon mekaniikka on vahvasti riippuvainen materiaalin plastisesta muodonmuutoksesta. Kun meisti laskeutuu, metalliaihio vedetään muotin säteen yli. Aihion pinta-ala, joka sijaitsee suulakkeen aukon päällä, tulee kupin tai osan seinämäksi, kun taas ulkolaippa vedetään säteittäisesti sisäänpäin. Tämä säteittäinen veto saa laipan halkaisijan kutistumaan, mikä luonnollisesti aiheuttaa puristusvanteen jännityksiä. Jos näitä jännityksiä ei hallita oikein, materiaali vääntyy, mikä johtaa ryppyihin. Toisaalta, jos kupin seinämän vetojännitys ylittää materiaalin myötörajan, osa repeytyy tai halkeilee. Siksi syvävetämiseen tarkoitettujen metallileimaustyökalujen suunnittelussa ei ole kyse vain muodosta; kyse on stressinhallinnasta.
Materiaalivirtauksen hallinta ja vikojen ehkäiseminen
Onnistuneen syvävedon saavuttamiseksi insinöörien on säädettävä huolellisesti parametreja, kuten aihion pidikkeen voima ja meistinvälys. Aihion pidike tai painetyyny kohdistaa tietyn määrän voimaa aihion laippaan. Tämä voima on herkkä tasapaino: sen on oltava riittävän korkea estämään materiaalia rypistymästä sen virratessa sisäänpäin, mutta riittävän alhainen, jotta materiaali pääsee liukumaan vapaasti suulakkeen onteloon. Jos voima on liian suuri, materiaali ei voi virrata, mikä johtaa ohenemiseen ja mahdolliseen murtumiseen lävistyssäteellä. Jos se on liian alhainen, laipan puristusjännitykset aiheuttavat rumia ja rakenteellisesti heikkoja ryppyjä.
Suulakevälys on toinen keskeinen tekijä. Tämä viittaa meistin ja muotin seinämän väliseen rakoon. Normaalissa syvävedossa välys on tyypillisesti hieman suurempi kuin levyn paksuus, jotta materiaali pääsee virtaamaan ilman liiallista silitystä. Kuitenkin prosesseissa, jotka tunnetaan nimellä "harvennus syväveto" tai "silitys", välys asetetaan tarkoituksella pienemmäksi kuin alkuperäinen materiaalin paksuus. Tämä pienentää seinämän paksuutta ja lisää osan korkeutta parantaen samalla pinnan viimeistelyä ja mittatarkkuutta. Voitelu on kriittistä tämän virtauksen helpottamiseksi ja kitkan vähentämiseksi, joka synnyttää lämpöä ja kulumista. Kehittyneet voiteluaineet ja pintapinnoitteet itse muotissa auttavat pidentämään muotin käyttöikää ja varmistamaan tasaisen osien laadun.
Yleisiä vikoja ja ratkaisuja
- Rypistyminen: Syynä on laipan liiallinen puristusjännitys. Ratkaistu lisäämällä aihion pidikkeen voimaa tai käyttämällä vetohelmiä virtauksen rajoittamiseksi.
- Murtuma/repeäminen: Tapahtuu, kun vetojännitys ylittää materiaalirajat. Ratkaistu lisäämällä muotin välystä, parantamalla voitelua tai hehkuttamalla materiaalia sitkeyden palauttamiseksi.
- Korvaus: Epätasainen korkeus piirretyn osan yläosassa metallin raerakenteen anisotropian vuoksi. Ohjataan optimoimalla aihion suunta tai leikkaus.
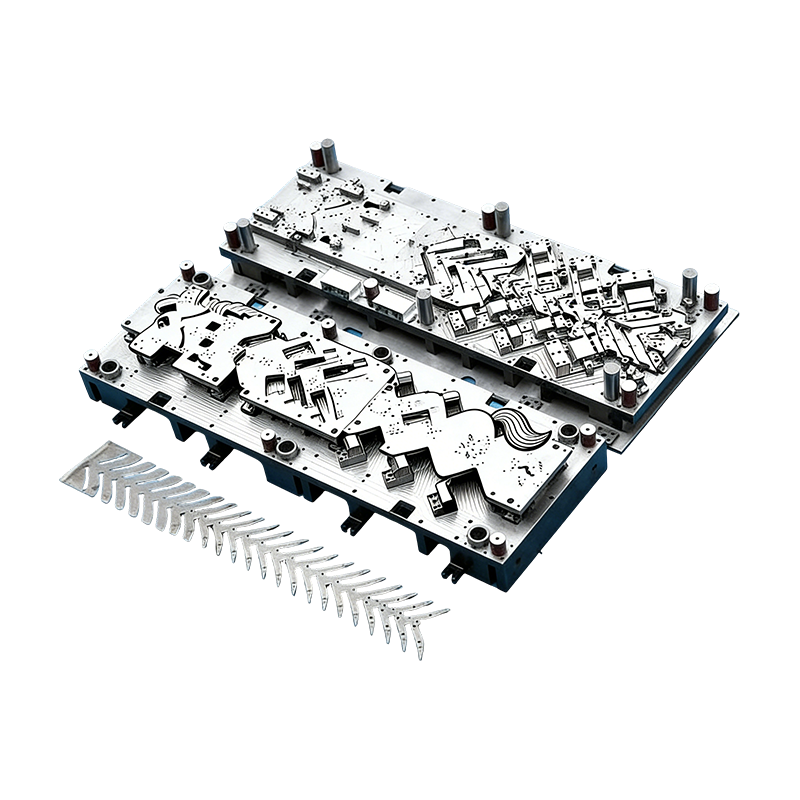
Integrointi autojen osien progressiivisiin muotteihin
Vaikka yksivaiheinen syväveto on yleistä suurille, yksinkertaisille osille, autoteollisuus vaatii usein monimutkaisten komponenttien suuria tuotantomääriä. Tässä vaiheessa autojen osien progressiiviset muotit ovat välttämättömiä. Progressiivisessa muottikokoonpanossa metallinauha syöttää useiden asemien läpi yhdessä suulakkeessa. Jokainen asema suorittaa eri toiminnot – lävistyksiä, taivutuksia ja piirtämistä – kunnes loppuasemalla valmistetaan valmis osa. Syvävedon integrointi progressiiviseen muotiin on teknisesti haastavaa, koska materiaalia on kuljetettava asemien välillä vääristämättä piirrettyä muotoa.
Autovalmistajat käyttävät näitä progressiivisia muotteja luodakseen kaikkea pienistä liitinkannattimista suurempiin rakenneosiin. Esimerkiksi polttoainejärjestelmän komponenttien tai pakokaasujen osien tuotantoon liittyy usein sarja piirustusvaiheita progressiivisen linjan sisällä. Etuna on nopeus ja johdonmukaisuus. Automatisoimalla osan siirron piirustusvaiheesta toiseen valmistajat voivat valmistaa tuhansia osia tunnissa ilman ihmisen puuttumista. Auton osien progressiivisten muottien suunnittelu vaatii kuitenkin huolellista "kannatinliuskan" huomioon ottamista, joka pitää osan, kun se liikkuu muotin läpi. Telineen tulee olla riittävän vahva kestämään vetovoimat, mutta se on helppo irrottaa lopullisesta osasta.
Kehittyneet rakennesuunnittelut monimutkaisille geometrioille
Kun autojen suunnittelu muuttuu aerodynaamisemmaksi ja turvallisuusmääräykset tiukemmat, leimattujen osien geometrinen monimutkaisuus kasvaa. Normaalit syvävetotyökalut eivät useinkaan pysty saavuttamaan vaadittuja syvyyksiä tai muotoja yhdellä osumalla. Tästä syystä on kehitetty erityisiä rakennesuunnitelmia näiden teknisten vaatimusten täyttämiseksi. Nämä mallit mahdollistavat monivaiheisen muotoilun yhdellä puristusiskulla tai useilla eri toimenpiteillä, mikä varmistaa, että monimutkaisimmatkin ontot osat voidaan valmistaa tehokkaasti.
| Die Tyyppi | Toiminto | Sovellus |
| Käänteinen alkuperäinen syväpiirustus | Rei'itys liikkuu ylöspäin tai meisti liikkuu alaspäin muodostaen osan aluksi sisältä ulospäin. | Käytetään osiin, jotka vaativat suurta vakautta muovauksen ensimmäisessä vaiheessa. |
| Tyhjä pidiketön käänteinen piirustus | Piirtää osan uudelleen vastakkaiseen suuntaan ilman perinteistä aihion pidikettä muottien geometriaan luottaen. | Ihanteellinen halkaisijan pienentämiseen ja korkeuden lisäämiseen myöhemmissä vaiheissa. |
| Kaksoissuulakeharvennuspiirustus | Käyttää kahta samankeskistä meistiä ohentamaan seinämän paksuutta merkittävästi samalla kun pidentää osaa. | Korkeapainesylintereiden tai tarkkojen autojen koteloiden valmistus. |
Käänteiset piirustustekniikat
Käänteinen piirustus on tehokas tekniikka, jota käytetään, kun osa on vedettävä syvemmälle kuin materiaali sallii yhdellä eteenpäinvedolla. Tässä prosessissa osittain vedetty kuppi käännetään nurinpäin tai vedetään vastakkaiseen suuntaan seuraavassa asemassa. Tämä työstökovettaa materiaalia eri tavalla ja mahdollistaa suuremman syvyys-halkaisijasuhteen. Tyhjiä pidikkeitä sisältämättömät syvävetomuotit ovat erityisen hyödyllisiä tässä, koska ne yksinkertaistavat työkalurakennetta säilyttäen samalla materiaalivirran hallinnan kääntöprosessin aikana.
Parantaa kuomujen käyttöikää ja pinnan laatua
Pitkäikäisyys Metalliset meistot korreloi suoraan valmistettujen osien pinnan laatuun ja valmistuslinjan kustannustehokkuuteen. Syvävetoon liittyy huomattavaa kitkaa ja painetta, mikä voi johtaa naarmuuntumiseen (materiaalin tarttumiseen muotiin) ja kulumiseen. Tämän torjumiseksi nykyaikainen muottivalmistus käyttää edistyneitä kiillotus- ja pinnoitustekniikoita. Suulakkeen säteiden kiillotus peilipinnalle vähentää kitkaa, jolloin metalli virtaa tasaisesti. Lisäksi muotin työpinnoille levitetään pinnoitteita, kuten Titanium Nitride (TiN) tai Diamond-Like Carbon (DLC).
Nämä pinnoitteet tarjoavat kovan, vähäkitkaisen pinnan, joka kestää hankausta ja korroosiota. Autojen osien progressiivisten muottien yhteydessä, joissa käyttöaika on kriittinen, pinnoitetut muotit vähentävät huoltopysähdyksiä ja osien hylkäysastetta. Lisäksi muotin materiaalien valinta on ratkaisevan tärkeää. Hiilipitoisia ja kromia sisältäviä työkaluteräksiä käytetään usein niiden kulutuskestävyyden vuoksi, kun taas volframikarbiditeräksiä voidaan käyttää suuritehoisissa sovelluksissa, joissa vaaditaan äärimmäistä kestävyyttä. Yhdistämällä vankan rakennesuunnittelun pintasuunnitteluun valmistajat voivat varmistaa, että syvävetomuotit toimivat luotettavasti miljoonien syklien aikana.
Sovellukset nykyaikaisessa autoteollisuudessa
Syvävetoteknologian soveltaminen on yleistä autoteollisuudessa. Yksi klassisimmista esimerkeistä on autojen polttoainesäiliöiden valmistus. Nämä komponentit vaativat monimutkaisia, onttoja muotoja, jotka kestävät sisäistä painetta ja ulkoista iskua. Syväveto mahdollistaa näiden saumattomien säiliöiden luomisen metallilevystä, mikä varmistaa vuotamattoman eheyden. Samoin emalialtaat ja pesualtaat, kun taas kulutustavarat, jakavat samat valmistusperiaatteet, mikä osoittaa prosessin monipuolisuuden.
Sähköajoneuvojen (EVs) aikakaudella syvävedettyjen osien kysyntä on kasvanut. Akkukotelot, moottorin kotelot ja rakenteelliset törmäyskotelot käyttävät usein syvävetoprosesseja kevyiden mutta vahvojen koteloiden aikaansaamiseksi. Mahdollisuus ohentaa materiaalia vetoprosessin aikana (harvennus syväveto) auttaa vähentämään ajoneuvon kokonaispainoa, mikä on kriittistä akun kantaman pidentämisen kannalta. Teollisuuden siirtyessä kohti kevyempiä materiaaleja, kuten alumiinia ja erikoislujaa terästä, erikoistuneiden metallileimausmeistien rooli tulee entistä näkyvämmäksi. Insinöörien on mukautettava meistimallit näiden kehittyneiden metalliseosten erilaisten takaisinjousiominaisuuksien ja muovattavuusrajojen käsittelemiseksi, jotta voidaan varmistaa, että seuraavan sukupolven ajoneuvot ovat sekä turvallisia että tehokkaita.
Edellinen viesti
Tarkkuusleimaussuuttimet elektroniikkaan ja kodinkoneisiin: Tehokkaat valmistusratkaisut vuonna 2026
Seuraava viesti
Metallin leimaus- ja piirustusosien opas
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
