-
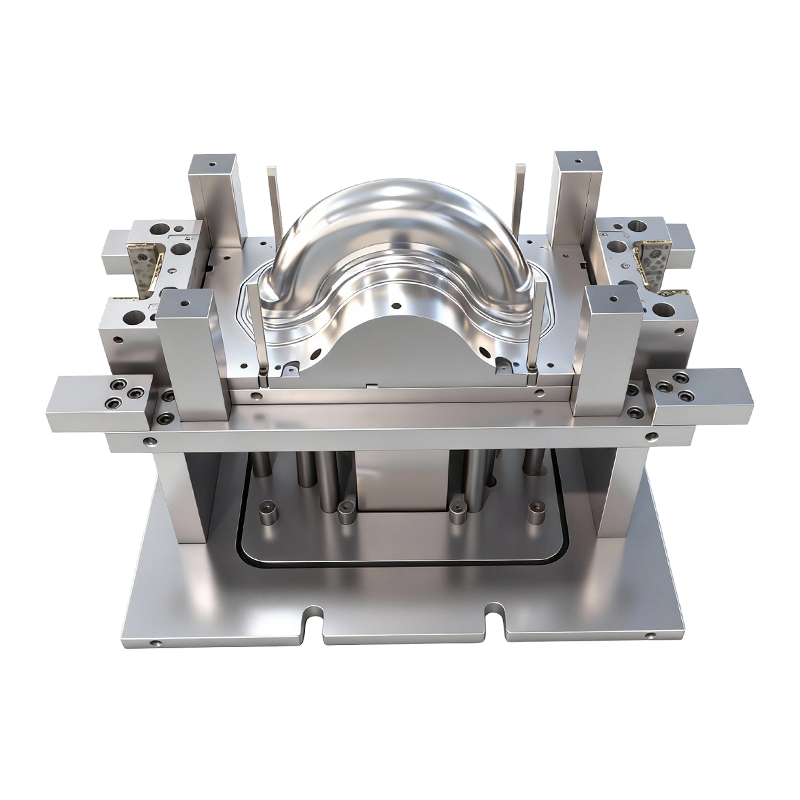
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
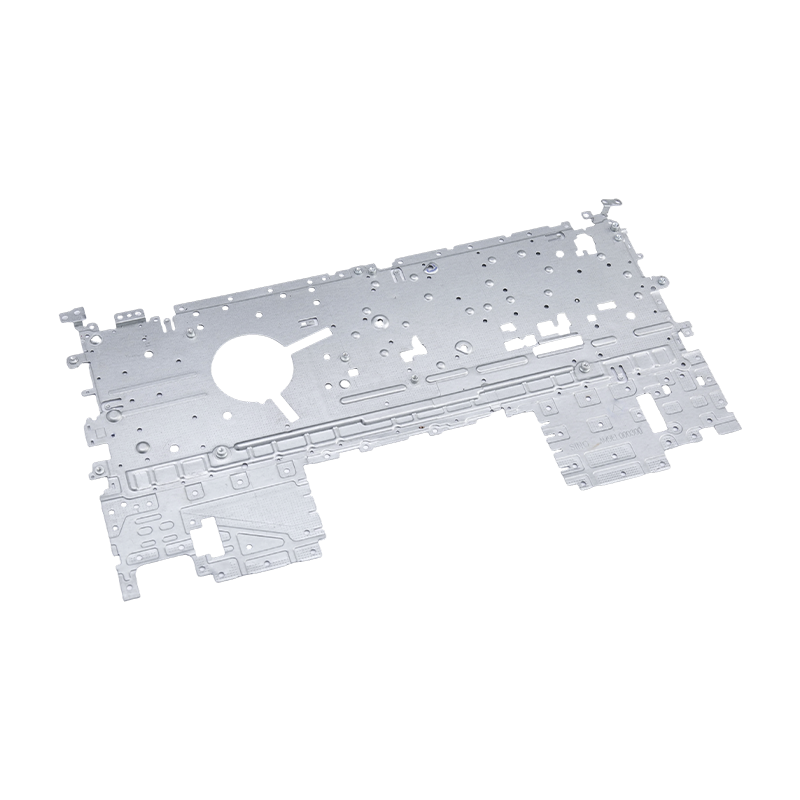
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-

Huippuluokan uunin leimausosat
Huippuluokan uunin leimausosamme ovat tarkasti ...
-
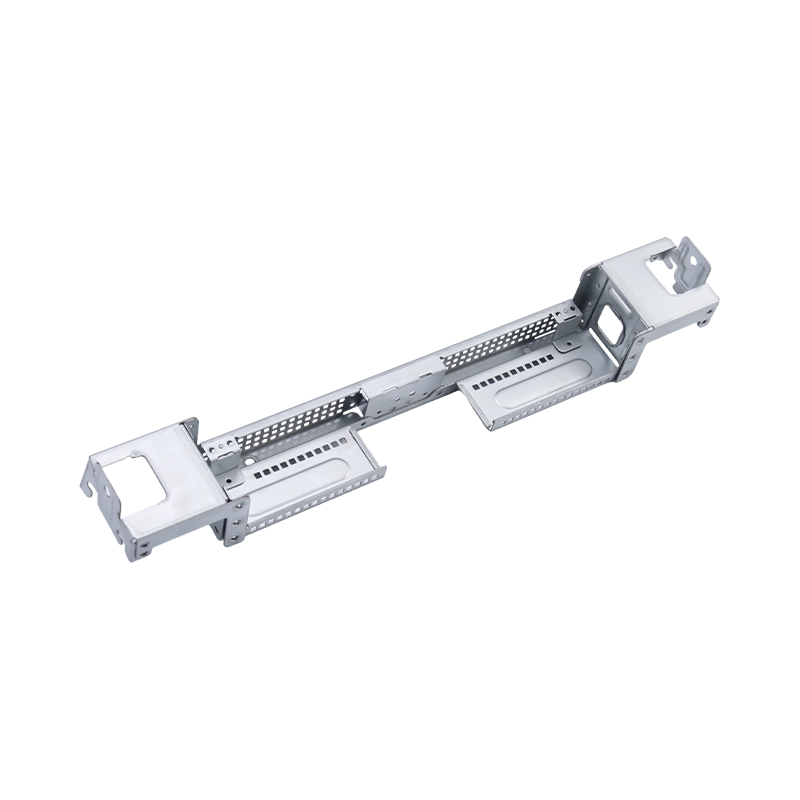
Korkealaatuiset suuret tietokoneen leimausosat
Huippuluokan suuret tietokoneleimaosamme ovat t...
-
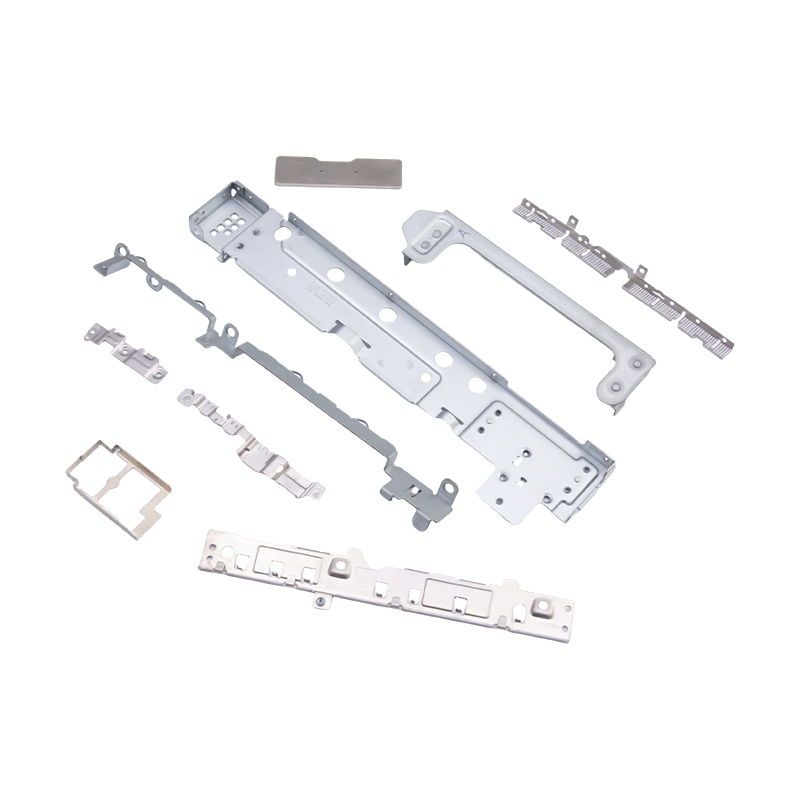
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
Auton istuimen leimausosat
Autonistuinten leimausosat ovat autojen istuint...
Teollisuuden uutisia
Metallin leimaus- ja piirustusosien opas
2026-03-23
Mitä ovat metalliosat ja miten ne valmistetaan
Metalliset leimausosat ovat tarkkuusmuovattuja metalliosia, jotka on valmistettu kohdistamalla kontrolloitu voima meistopuristimen läpi metallilevyn muokkaamiseksi määrättyyn muotoon käyttämällä karkaistuja työkaluteräsmuotteja. Prosessi sisältää joukon toimenpiteitä - tyhjennys, lävistys, taivutus, muotoilu, lyönti ja kohokuviointi -, jotka voidaan suorittaa yksittäin yksivaiheisissa meistiissä tai yhdistettynä progressiivisiin tai siirtomuotteihin, jotka suorittavat useita operaatioita yhdellä painalluksella. Tuloksena on komponentti, jolla on johdonmukainen geometria, tiukat mittatoleranssit ja pinnan viimeistelyominaisuudet, jotka määräytyvät kokonaan meistin suunnittelun eikä käyttäjän taitojen mukaan, mikä tekee leimaamisesta yhden toistettavissa olevista ja skaalautuvimmista valmistajien käytettävissä olevista metallinmuovausprosesseista.
Metallien meistoosien taloudellisuutta ohjaa suurten tuotantomäärien kuoletukset. Kun työkaluinvestointi on tehty, leimattujen komponenttien kappalehinta laskee nopeasti volyymin kasvaessa, mikä tekee leimaamisesta hallitsevan muovausprosessin kaikissa sovelluksissa, joissa tarvitaan tuhansia tai miljoonia identtisiä metalliosia. Vuosittain miljoonia yksiköitä valmistaville kodinkonevalmistajille ja satojen tuhansien mallien ajojen autojen OEM-valmistajille leimaamisen hinta-osakohtainen etu on ratkaiseva tekijä koneistukseen tai valuun verrattuna. Tasainen paksuus ja tiukat toleranssit säilyvät automaattisesti muotin geometrian avulla, mikä eliminoi mittojen vaihtelun, joka vaatii manuaalista tarkastusta ja lajittelua vähemmän tarkoilla valmistusmenetelmillä.
Metallipiirustusosatuotteet: Prosessin periaatteet ja ominaisuudet
Metalliveto-osatuotteet valmistetaan syvävetämällä – meiston osaprosessilla, jossa litteä metallilevyaihio vedetään säteittäisesti muovaussuuttimeen mekaanisen toiminnan avulla, jolloin syntyy ontto, saumaton komponentti, jonka syvyys ylittää sen halkaisijan. Syväveto on prosessi lieriömäisten tölkkien, kuppien, kuorien, koteloiden ja koteloiden takana lähes kaikilla valmistusteollisuuden aloilla. Toisin kuin taivutus- tai tyhjennysoperaatiot, jotka leikkaavat tai taittavat materiaalia, syväveto muuttaa metallia plastisesti aiheuttamalla hallitun materiaalin virtauksen laippa-alueelta muottipesään, jolloin litteä levy muuttuu kolmiulotteiseksi ilman materiaalin poistamista.
Metallivetoosatuotteiden laatu riippuu useiden vuorovaikutuksessa olevien prosessiparametrien tarkasta hallinnasta: aihion pidikkeen voima, lävistysnopeus, voitelu, materiaalin sitkeys ja vetosuhde – aihion halkaisijan ja lävistimen halkaisijan välinen suhde. Materiaalin rajoittavan vetosuhteen ylittäminen ilman välihehkutusta aiheuttaa rypistymistä, repeytymistä tai seinämän paksuuden epätasaisuutta, mikä tekee osan käyttökelvottomaksi. Nykyaikaiset syvävetotoiminnot käyttävät äärellisten elementtien simulointia muottisuunnittelun aikana materiaalivirran ennustamiseen ja prosessiparametrien optimointiin ennen työkalujen leikkaamista, mikä vähentää merkittävästi kehitysaikaa ja romua, jotka liittyvät empiirisiin kokeilu- ja virhemenetelmiin.
Tärkeimmät erot leimaamisen ja syväpiirtämisen välillä
- Osan geometria — Metalliosat ovat tyypillisesti litteitä tai matalia muotoisia komponentteja, jotka on valmistettu yhdellä puristusiskulla, kun taas metallivetoosatuotteet ovat onttoja, kolmiulotteisia kuoria, jotka on valmistettu progressiivisella materiaalivirtauksella yhden tai useamman vetovaiheen aikana.
- Materiaalin jännitystila — Leimaaminen altistaa materiaalin ensisijaisesti veto-, puristus- tai taivutusjännityksille levyn tasossa. Syväveto luo monimutkaisen biaksiaalisen jännitystilan – vetolujuus seinässä, puristuva laipassa –, joka vaatii materiaaleja, joilla on korkea venymä ja alhainen myötöraja/vetolujuussuhde onnistuneeseen muotoiluun.
- Työkalujen monimutkaisuus — Syvävetomuotit vaativat tarkan välyksen hallinnan lävistimen ja muotin välillä, aihioiden pidikejärjestelmiä ja usein useita uudelleenpiirrosvaiheita syville osille, mikä tekee työkaluista monimutkaisempaa ja kalliimpaa kuin vastaavan tilavuuden meistomuotit litteille osille.
- Pintakäsittelyvaatimukset — Näkyvissä sovelluksissa käytettävät metallivetoosat – kuten laitekotelot tai kosmeettiset pakkaukset – vaativat huolellista voitelun hallintaa ja muotin pinnan viimeistelyä työkalun jälkien, naarmuuntumisen ja appelsiininkuoren rakenteen estämiseksi piirretyssä pinnassa.
Metallin leimaamisessa ja piirtämisessä käytetyt materiaalit
Materiaalin valinta metallileimausosille ja metallin piirustusosien tuotteet on yksi komponenttien kehitysprosessin merkittävimmistä päätöksistä. Valitun materiaalin tulee täyttää sovelluksen mekaaniset ominaisuudet, leimaus- tai piirustusprosessin muovattavuusvaatimukset, valmiin osan pintakäsittelyvaatimukset sekä valmistusohjelman kustannusrajoitteet. Seuraavat materiaalit muodostavat suurimman osan leimatuista ja piirretyistä komponenteista teollisuuden aloilla.
| Materiaali | Tärkeimmät ominaisuudet | Tyypilliset sovellukset |
| Vähähiilinen teräs (DC01–DC06) | Erinomainen muovattavuus, alhaiset kustannukset, hitsattava | Laitepaneelit, kannattimet, rungon vahvistukset |
| Erittäin luja teräs (HSS/AHSS) | Korkea myötöraja, törmäysenergian absorptio | Autojen rakenne- ja turvakomponentit |
| Galvanoitu / sähkösinkitty teräs | Korroosionkestävyys, maalattava | Pyykinpesukoneen ammeet, jääkaapin rungot |
| Ruostumaton teräs (304, 430) | Korroosionkestävyys, hygieeninen pinta | Kodin sisävuoraukset, elintarvikelaitteet |
| Alumiiniseos (1xxx, 3xxx, 5xxx) | Kevyt, korroosionkestävä | Autojen koripaneelit, lämmönvaihtimet |
| Kuparia ja messinkiä | Sähkönjohtavuus, muovattavuus | Sähkökoskettimet, liittimet, liittimet |
Metallin leimausosat kodinkonevalmistuksessa
Kodinkonevalmistus on yksi suurimmista ja vaativimmista metalliosien sovellusaloista. Jokainen suuri laitekategoria – jääkaapit, pesukoneet, ilmastointilaitteet, astianpesukoneet ja ruoanlaittolaitteet – sisältää kymmeniä tai satoja leimattuja komponentteja, jotka suorittavat rakenteellisia, toiminnallisia ja esteettisiä tehtäviä samanaikaisesti. Leimauksen tuoma mittayhteensopivuus on olennaista laitteiden kokoonpanossa, jossa useiden toimittajien komponenttien on sopia yhteen tiukkojen kokoonpanotoleranssien puitteissa nopeilla tuotantolinjoilla.
Jääkaapit
Jääkaapin ovien karmit ovat mittakriittisimpiä leimausosia laitevalmistuksessa. Oven karmin on säilytettävä tasaisuus ja suoruus tiukoissa toleransseissa, jotta varmistetaan johdonmukainen kosketus oven tiivisteeseen sen koko kehällä – tämä vaatimus liittyy suoraan jääkaapin energiatehokkuusluokitukseen. Kaikki mittojen poikkeamat, jotka aiheuttavat tiivisteväliä, johtavat kylmän ilman vuotoon, pidentyneeseen kompressorin käyntiaikaan ja sertifioidun arvon ylittävään energiankulutukseen. Leimaamisen kyky säilyttää nämä toleranssit johdonmukaisesti suurien tuotantomäärien aikana tekee siitä ainoan käytännöllisen valmistusmenetelmän tähän sovellukseen.
Pyykinpesukoneet
Pesukoneen sisäaltaan kiinnikkeet ovat meistoosia, joiden on kestettävä merkittäviä dynaamisia kuormituksia – linkousjaksojen aikana esiintyvät keskipakovoimat voivat nousta useisiin satoihin kiloihin – samalla kun ne säilyttävät tarkat asentosuhteet altaan, rummun laakereiden ja moottorikokoonpanon välillä. Telineen mittatarkkuus vaikuttaa suoraan tärinätasapainoon nopean linkouksen aikana, mikä puolestaan määrää melutasot, laakerien käyttöiän ja koko koneen rakenteellisen väsymisiän. Tasaisella paksuudella ja tiukoilla toleransseilla valmistetut leimatut kannakkeet eliminoivat kokoonpanovaihtelut, jotka muuten edellyttäisivät yksittäisiä tasapainotussäätöjä jokaisessa yksikössä.
Ilmastointilaitteet
Ilmastointilaitteen rungossa käytetään meistoosia vakaaseen kantavuuteen ja kompressorin, puhallinmoottorin, lämmönvaihtimen ja sähkökomponenttien tarkkaan asennukseen. Alustan on säilytettävä mittageometriansa kuljetuksen, asennuksen ja kompressorin ja tuulettimen aiheuttaman vuosien tärinän aiheuttaman mekaanisen rasituksen kautta. Leimattu teräsrunko, jonka seinämäpaksuus on tasainen, tarjoaa näissä sovelluksissa vaaditun jäykkyys-painosuhteen ilman koneistettujen tai valettujen vaihtoehtojen kustannuksia.
Autoteollisuuden sovellukset: turvallisuus, tarkkuus ja suorituskyky
Autoteollisuudessa metallileimausosat ovat turvallisuuden ja suorituskyvyn kannalta kriittisiä tavoilla, jotka tekevät mittojen tarkkuudesta ja materiaalin eheydestä kiistatonta. Autojen leimausspesifikaatiot ovat tiukimpia millä tahansa valmistusteollisuudella, sillä turvallisuuden kannalta kriittisten komponenttien mittatoleranssit mitataan millimetrin kymmenesosissa ja materiaalien ominaisuudet tarkistetaan tilastollisen prosessivalvonnan avulla näytetarkastuksen sijaan.
Jarru- ja jousitusosat
Jarrusatulan komponentit edustavat eräitä vaativimmista metallileimausosien sovelluksista autoteollisuudessa. Satulan kannakkeen ja kiinnitysosien on säilytettävä tarkka geometria varmistaakseen oikean tyynyn kohdistuksen, tasaisen puristusvoiman jakautumisen ja tasaisen jarrutustehon kaikilla käyttölämpötiloilla ja -kuormilla. Leimauksen korkea mittatarkkuus – tyypillisesti ±0,1 mm tai parempi tuotantotyökalujen kriittisillä ominaisuuksilla – täyttää nämä vaatimukset autoteollisuuden vaatimilla määrillä ja kustannuksilla. Mikä tahansa poikkeama määritetystä geometriasta jarrukomponenteissa johtaa suoraan jarrutustehon vaihteluun, joka vaikuttaa ajoneuvon turvallisuustodistukseen.
Istuinrakenteet ja rungon vahvistukset
Istuinkiinnikkeet ja koripaneelivahvikkeet luottavat leimauksen korkeaan mittatarkkuuteen täyttääkseen tiukat autojen turvallisuusstandardit törmäystestien osalta. Istuinkiinnikkeiden on säilytettävä kuormareittinsä eheys etu- ja sivutörmäystapahtumien aiheuttamien äärivoimien alaisina, jotta varmistetaan, että matkustajien turvajärjestelmät toimivat suunnitellusti. Korin paneelivahvikkeet – oven tunkeutumispalkit, B-pilarin sisäosat ja lattiatunnelivahvikkeet – valmistetaan yhä useammin edistyneistä lujasta teräksestä, jotka imevät törmäysenergiaa kontrolloidun muodonmuutoksen kautta. Tämä käyttäytyminen riippuu ratkaisevasti materiaalin tarkasta paksuuden johdosta ja geometrian tarkkuudesta. Metallileimausosien monipuolisuus näissä turvallisuuskriittisissä sovelluksissa tekee niistä välttämättömiä luotettavassa ja kustannustehokkaassa valmistuksessa autoteollisuudessa.
Laadunvalvonta ja toleranssin hallinta leimaustuotannossa
Mittojen yhtenäisyyden säilyttäminen suurivolyymissa leimaustuotannossa edellyttää systemaattista lähestymistapaa laadunvalvontaan, joka alkaa muotin suunnittelusta ja jatkuu kaikissa tuotantovaiheissa. Mittatarkkuus, joka tekee metallileimausosista arvokkaita kokoonpanossa – vähentää kokoonpanoväliä, leikkaa tuotantokustannuksia ja parantaa tuotteen kestävyyttä – ei ole automaattinen tulos meistoprosessista. Se on seurausta kurinalaisesta prosessiohjauksesta, jota sovelletaan johdonmukaisesti koko tuotantojakson ajan.
- Ensimmäinen artikkelitarkastus (FAI) — Ensimmäisten tuotantoosien täysmittatarkistus suunnittelupiirustukseen nähden koordinaattimittauskoneilla (CMM) varmistaa, että muotti tuottaa osia toleranssin sisällä ennen volyymituotannon aloittamista. FAI-tiedot muodostavat perustan, jota vasten myöhempiä tuotannon vaihteluita mitataan.
- Tilastollinen prosessiohjaus (SPC) — Kriittisten mittojen jatkuva seuranta tuotannon aikana ohjauskaavioiden avulla tunnistaa prosessin ajautumisen ennen kuin se tuottaa toleranssin ulkopuolisia osia, mikä mahdollistaa ennaltaehkäisevän työkalun säädöt reaktiivisen romun synnyttämisen sijaan.
- Die huoltoaikataulut — Progressiivinen muotin kuluminen — erityisesti leikkuureunoissa, taivutussäteissä ja vetopaloissa — vaikuttaa suoraan osien mittoihin. Osien lukumäärään perustuvat rakenteelliset meistihuoltovälit, joissa mitat tarkistetaan jokaisella aikavälillä, estävät työkalun kulumisen aiheuttaman toleranssipoikkeaman pääsemästä koottuun tuotteisiin.
- Materiaalin saapumisen tarkastus — Levyn paksuuden vaihtelu, myötölujuuden poikkeama ja pinnan kunto vaikuttavat kaikki meistoosien mittoihin ja takaisinjoustokäyttäytymiseen. Saapuvan materiaalin varmennus sertifioitujen tehtaan testiraporttien ja fysikaalisten ominaisuuksien tilastollisen näytteenoton perusteella estää materiaalin aiheuttaman mittavaihtelun pääsyn prosessiin.
-

Edellinen viesti
Opas syvävetoisiin metallileimausmuotteihin autojen osiin
Seuraava viesti
Metallien leimausosat autoihin ja kodinkoneisiin: prosessit, materiaalit ja laatustandardit
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
