
-
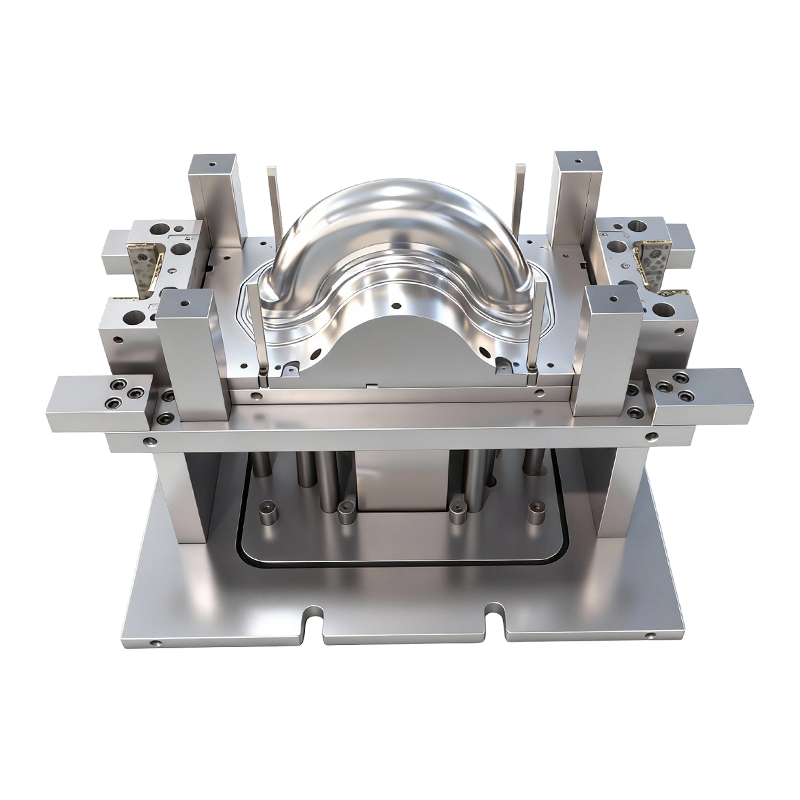
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
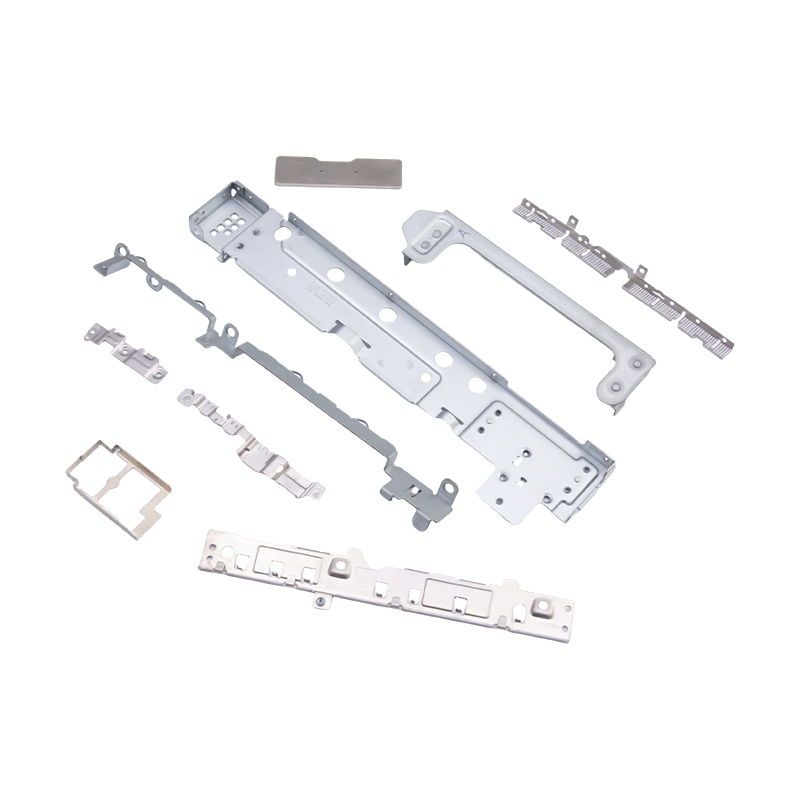
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
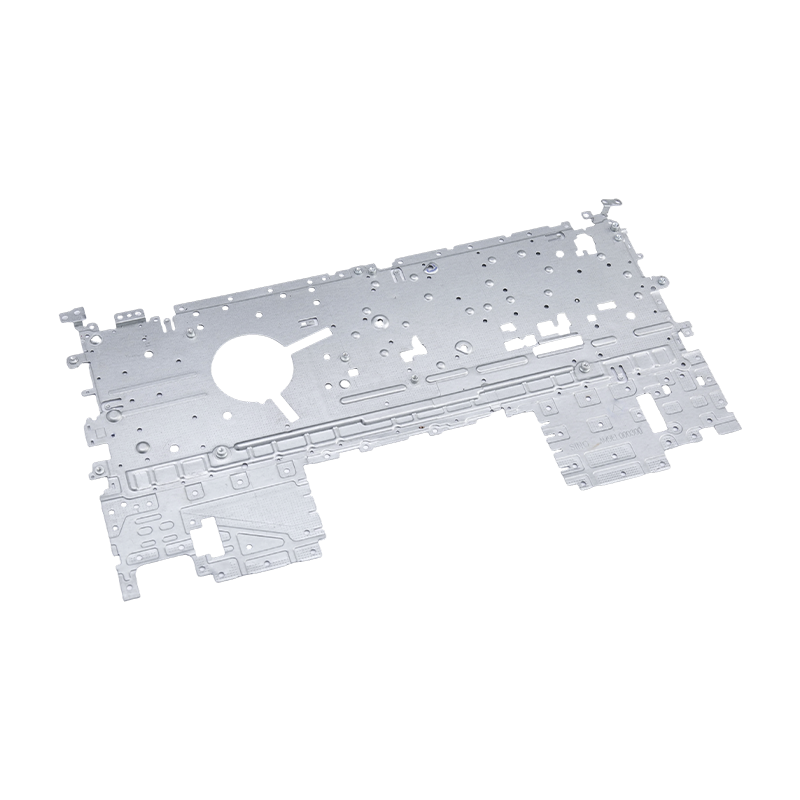
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-

Huippuluokan uunin leimausosat
Huippuluokan uunin leimausosamme ovat tarkasti ...
-
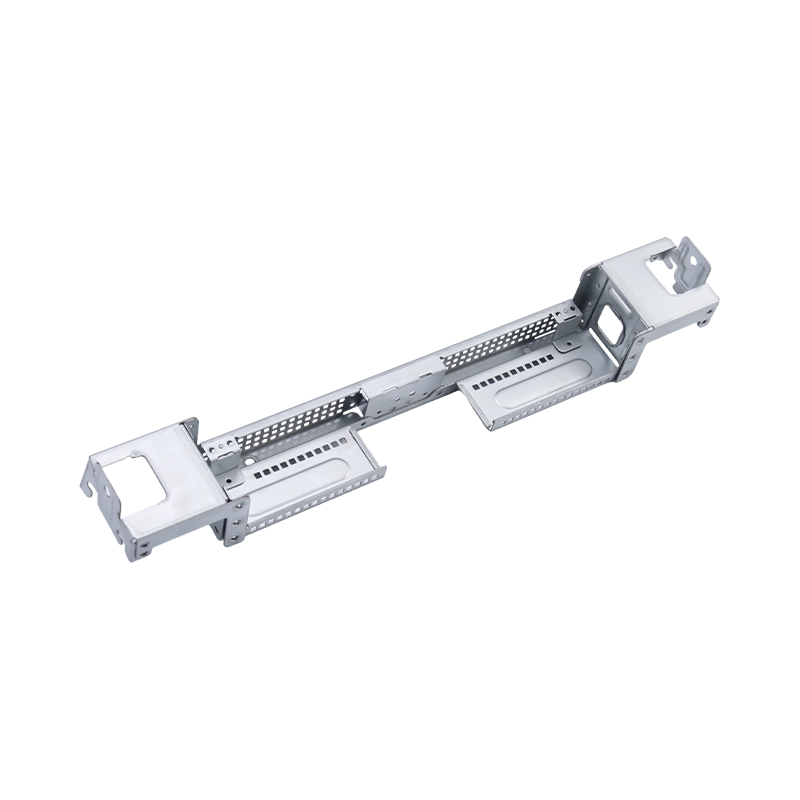
Korkealaatuiset suuret tietokoneen leimausosat
Huippuluokan suuret tietokoneleimaosamme ovat t...
-
Auton istuimen leimausosat
Autonistuinten leimausosat ovat autojen istuint...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Metallien leimausosat autoihin ja kodinkoneisiin: prosessit, materiaalit ja laatustandardit
Metallien leimausosat autoihin ja kodinkoneisiin: prosessit, materiaalit ja laatustandardit
2026-03-16
Mitä on leimausvalmistus?
Meistovalmistus on kylmämuovattava metallintyöstöprosessi, jossa litteä metallilevy syötetään meistämispuristimeen, joka on varustettu räätälöidyllä muottisarjalla, ja mekaanisella tai hydraulisella voimalla leikataan, taivutetaan, vedetään tai kohokuvioidaan materiaali tarkasti määriteltyyn muotoon. Prosessi kattaa laajan joukon toimintoja - aihion, lävistyksen, muovauksen, syväveto, lyönti ja progressiivinen stanssaus - joka sopii eri geometrioille, materiaalipaksuuksille ja tuotantomäärille. Kaikki nämä toiminnot yhdistää leimaamisen perustavanlaatuinen etu: kyky tuottaa suuria määriä mitoiltaan yhtenäisiä metallileistoosia suurella nopeudella ja alhaisilla yksikkökustannuksilla minimaalisella materiaalihukkaa verrattuna vähentäviin koneistusmenetelmiin.
Moderni leimaamisen valmistus perustuu servokäyttöisiin ja hydraulisiin puristimiin, joiden voima vaihtelee 20 tonnin ja yli 2 000 tonnin välillä, yhdistettynä tarkkoihin työkaluihin, jotka on valmistettu mikrometreinä mitattuihin toleransseihin. Tietokoneavusteisen meistinsuunnittelu- ja simulointiohjelmiston avulla insinöörit voivat ennustaa metallin virtauksen, takaisinjouston ja ohenemisen ennen kuin yksittäinen teräspala leikataan, mikä vähentää merkittävästi työkalujen kehitysjaksoja ja ensimmäisen tuotteen hylkäysastetta. Tuloksena on valmistusala, joka pystyy toimittamaan metallileimausosia, jotka täyttävät niinkin eri alojen kuin kulutuselektroniikka, kodinkoneet ja autoteollisuus vaativat mitta- ja rakennevaatimukset.
Leimausvalmistuksen ydinprosessit
Leimausvalmistuksen erityistoimintojen ymmärtäminen auttaa hankintainsinöörejä ja tuotesuunnittelijoita valitsemaan kustannustehokkaimman lähestymistavan tietylle komponenttigeometrialle ja tuotantomäärälle. Jokaisella pääprosessiluokalla on omat työkaluvaatimukset ja tulosominaisuudet.
Progressiivinen stanssaus
Progressiivinen stanssaus syöttää metallinauhan useiden asemien läpi yhdessä muottisarjassa, ja jokainen asema suorittaa yhden toimenpiteen – lävistyksen, loven, taivutuksen tai muotoilun – nauhan edetessä. Kun nauha poistuu loppuasemalta, täysin muodostuneet metallileimausosat erotetaan kantonauhasta ja kerätään. Tämä lähestymistapa on erittäin tehokas pienille ja keskikokoisille osille, joita valmistetaan erittäin suuria määriä, kuten liitinliittimiä, kannakepidikkeita ja laitteiden kiinnityslaitteita, koska koko sarja toimii puristusnopeudella ilman manuaalista osien käsittelyä toimintojen välillä.
Syvä piirustus
Syväveto muuntaa litteän metalliaihion ontoksi, saumattomaksi kuoreksi painamalla se meistinonteloon meistin avulla. Prosessi on perustavanlaatuinen sylinterin ja laatikon muotoisten komponenttien, mukaan lukien pesukoneen sisäaltaat, juomatölkit ja autojen polttoainesäiliöiden kotelot, tuotannossa. Materiaalin valinta on kriittinen syvävetossa: metallilla on oltava riittävä taipuisuus ja suotuisat muovaussuhteet, jotta se kestää vaaditun suuren plastisen muodonmuutoksen ilman repeytymistä tai rypistymistä. Vähähiilinen teräs, alumiiniseokset ja ruostumaton teräs ovat yleisimpiä syvävedettyjä materiaaleja laite- ja autoleimaussovelluksissa.
Hieno tyhjennys
Hienosaihius on erikoisleimausprosessi, joka tuottaa osia, joiden reunat ovat poikkeuksellisen sileitä ja tasaisia ja eliminoi tavanomaisen aihion vaatimat jälkikäsittelytoimenpiteet. Kohdistamalla vastapainetta ja kiinnitysrengasvoimaa samanaikaisesti peittovoiman kanssa, hieno aihio pitää materiaalin puristusjännityksen tilassa koko leikkausprosessin ajan, jolloin leikatut pinnat ovat sileitä lähes koko materiaalin paksuudelta. Tämä tekee hienosammuksesta suositellun prosessin jarrusatulan osille ja istuinkannattimille autosovelluksissa, joissa reunan laatu vaikuttaa suoraan väsymisikään ja kokoonpanon sopivuuteen.
Metallin leimausosat kodinkonevalmistuksessa
Kodinkoneet ovat yksi suurimmista metallileimausosien sovellusalueista. Laitteiden valmistuksen rakenteellisen monimutkaisuuden, mittojen yhtenäisyysvaatimusten ja kustannusherkkyyden yhdistelmä sopii täsmälleen sen kanssa, mitä leimausvalmistus tarjoaa. Kaikissa tuotekategorioissa meistetut komponentit käsittelevät kantavuutta, kohdistusta ja kotelointitoimintoja, jotka määrittävät laitteen pitkän aikavälin luotettavuuden.
Jääkaapeissa rullamuovauksella ja progressiivisella stanssauksella valmistetut ovenkarmit tarjoavat jäykän kehän, joka tukee oven painoa, säilyttää tiivisteiden tiivistyspinnat ja sopii saranoiden kiinnityspisteisiin. Näiden karmien mittatarkkuus vaikuttaa suoraan oven kohdistukseen ja energiatehokkuuteen – jopa millimetrin murto-osan toleranssin ulkopuolella oleva ovenkarmi voi aiheuttaa tiivistevuodon, joka lisää kompressorin kierrostaajuutta ja energiankulutusta. Pesukoneen sisäaltaan kannakkeiden, jotka on tyypillisesti valmistettu galvanoidusta tai ruostumattomasta teräslevystä, on kestettävä nopeita pyörimisen epätasapainokuormia ja toistuvia lämpöjaksoja ilman väsymishäiriöitä. Ilmastointilaitteen rungon paneelit muodostavat ulkoyksikön rakenteellisen rungon pitäen kompressorit, tuulettimet ja lämmönvaihtimet tarkassa tilasuhteessa samalla kun ne kestävät tärinää ja sääaltistusta.
Metallien leimausosien tasainen paksuus ja tiukat toleranssit vähentävät kokoonpanorakoja kaikissa näissä sovelluksissa, yksinkertaistaen lopullista kokoonpanoprosessia, vähentäen säädettävien kiinnittimien tai säätötoimintojen tarvetta ja parantaen valmiin tuotteen kosmeettista laatua.
Metallien leimausosat autosovelluksissa
Autoteollisuus on maailman suurin yksittäinen metallileimausosien kuluttaja. Tyypillinen henkilöauto sisältää useita satoja yksittäisiä leimattuja osia aina neliömetrinä mitatuista koripaneeleista millimetreinä mitattuihin tarkkuusjarrukomponentteihin. Autojen leimausvalmistus toimii kaikkien kaupallisten sovellusten tiukimpien mitta- ja mekaanisten ominaisuuksien standardien mukaisesti, koska komponenttien vikojen seuraukset ulottuvat matkustajien turvallisuuteen ja säädöstenmukaisuuteen.
Korin paneelivahvikkeet – sisäiset rakenneosat, jotka jäykistävät ovien päällysteitä, kattopaneeleja ja konepeltikokoonpanoja – tuotetaan syväveto-, venytysmuovaus- ja uudelleeniskutoimintojen yhdistelmällä. Näillä komponenteilla on saavutettava tarkka ääriviivageometria varmistaakseen oikean sovituksen ulkopaneelien kanssa ja tarkan hitsauslaipan asennon runko-valkoisessa kokoonpanossa. Lujaa terästä ja kehittyneitä lujia teräslajeja käytetään yhä useammin rungon vahvistuksissa, jotta saavutetaan vaadittu törmäysenergian absorptio pienemmällä materiaalipaksuudella ja -painolla.
Istuinkannattimet ovat toinen autojen metallin leimausosien kriittinen luokka. Nämä osat ankkuroivat istuinrakenteen ajoneuvon lattiaan ja niiden on kestettävä matkustajien törmäyssuojastandardien määrittelemät staattiset ja dynaamiset kuormitukset. Hienoksi pinnoitetut tai tarkkuusleimatut istuimen kannakkeen osat tarjoavat reunojen laadun ja tasaisuuden, jota vaaditaan tasaisen pultin kiristysmomentin ja luotettavan liitoksen kiristysvoiman takaamiseksi koko ajoneuvon käyttöiän ajan. Jarrusatulan komponentit, mukaan lukien jarrusatulan kannakkeet ja ankkurilevyt, on valmistettu mittatarkkuudella, joka varmistaa tyynyjen oikean kohdistuksen, tasaisen jarrupalojen kulumisen ja ennustettavan jarrutustehon koko käyttölämpötila-alueella.
Materiaalin valinta metallileimausosiin
Metalliosien suorituskyky on erottamaton materiaalista, josta ne on muodostettu. Meistovalmistus on yhteensopiva useiden metallien ja metalliseosten kanssa, ja optimaalisen materiaalin valinta edellyttää muovattavuuden, mekaanisten ominaisuuksien, korroosionkestävyyden ja kustannusten tasapainottamista.
| Materiaali | Tärkeimmät ominaisuudet | Tyypilliset sovellukset |
| Vähähiilinen teräs (DC01/DC04) | Erinomainen muovattavuus, alhaiset kustannukset | Laitteen runko, kannattimet, kotelot |
| High Strength Steel (HSLA) | Korkea myötöraja, hyvä hitsattavuus | Runkopaneelivahvikkeet, istuinrakenteet |
| Ruostumaton teräs (304/430) | Korroosionkestävyys, pintakäsittely | Pyykinpesukoneen ammeet, laitepaneelit |
| Alumiiniseos (5052/6061) | Kevyt, korroosionkestävä | Autojen koriosat, jäähdytyselementit |
| Galvanoitu teräs | Sinkkipinnoite, ulkokestävyys | Ilmastointilaitteen runko, ulkokiinnikkeet |
Laadunvalvonta leimausvalmistuksessa
Mittojen yhtenäisyyden säilyttäminen suurilla tuotantomäärillä on leimauksen valmistuksen keskeinen laatuhaaste. Muottien kuluminen, materiaalierän vaihtelut, voitelun epäjohdonmukaisuus ja puristusalustan taipuma voivat kaikki aiheuttaa mittojen siirtymistä ajan myötä, mikä tekee järjestelmällisestä mittauksesta ja prosessin seurannasta välttämättömän metallin leimausosien valmistuksessa, jotka pysyvät spesifikaatioiden puitteissa tuhansien tai miljoonien syklien ajan.
Johtavat leimausvalmistajat ottavat käyttöön kerrostetun laatujärjestelmän, jossa yhdistyvät in-die-tunnistin, tilastollinen prosessinohjaus ja koordinoitu mittauskoneen tarkastus. Keskeisiä laadunvalvontakäytäntöjä ovat:
- Ensimmäinen artikkelitarkastus (FAI): Ensimmäisten tuotantoosien täysmittatarkastus teknisten piirustusten perusteella ennen volyymituotannon julkaisua.
- Näytteenotto prosessin aikana: Kriittisten mittojen säännöllinen mittaus määritellyin tuotantovälein työkalun kulumisen tai prosessin ajautumisen havaitsemiseksi ennen toleranssin ulkopuolisten osien kerääntymistä.
- CMM-vahvistus: Koordinaattimittauskoneet tarjoavat kolmiulotteisia mittatietoja monimutkaisille muotoilluille pinnoille, joita ei voida todentaa käsimittareilla.
- Pinta- ja reunatarkastus: Visuaalinen ja tuntotarkastus purseiden, halkeamien, ryppyjen ja pintavikojen varalta, jotka vaikuttavat kokoonpanon sopivuuteen tai väsymisikään.
- Materiaalin sertifiointitarkastus: Saapuvat materiaalitestitodistukset tarkistetaan vetolujuuden, myötörajan, venymän ja pinnoitteen painon vaatimusten mukaisesti.
Miksi leimausvalmistus on edelleen ensisijainen valinta?
Huolimatta vaihtoehtoisten muovaustekniikoiden, kuten laserleikkauksen, hydromuovauksen ja lisäysvalmistuksen, ilmaantumisesta, meistovalmistus säilyttää määräävän asemansa suurten metallikomponenttien tuotannossa pakottavista ja kestävistä syistä. Leimauksen taloudellisuus on mittakaavassa pohjimmiltaan suotuisa: kun työkaluinvestointi on kuollut, leimatun metalliosan kappalehinta on tyypillisesti murto-osa siitä, mitä millä tahansa vaihtoehtoisella prosessilla voidaan saavuttaa vastaavilla määrillä. Satojen iskujen puristusnopeudet minuutissa yhdistettynä automaattiseen kelan syöttöön ja osien käsittelyyn mahdollistavat tuotantonopeudet, joita mikään muu tarkkuusmetallin muovausprosessi ei pysty vastaamaan.
Taloudellisuuden lisäksi metallin leimausosien mekaanisia ominaisuuksia parantaa leimausprosessiin luontainen kylmämuokkausvaikutus. Muovauksen aikana tapahtuva plastinen muodonmuutos lisää materiaalin kovuutta ja myötörajaa muotoutuneilla alueilla työkarkaisun kautta, jolloin saadaan valmiita osia, joiden mekaaninen suorituskyky on parempi kuin alkuperäinen levymassa. Tämä vaikutus on erityisen arvokas autojen rakennekomponenteissa, joissa lujuus-painosuhde on ensisijainen suunnittelutekijä. Laite- ja autoteollisuuden valmistajille, jotka etsivät luotettavia, kustannustehokkaita ja mittatarkkoja komponentteja, leimausvalmistus on edelleen nykyaikaisten metallikomponenttien toimitusketjujen kiistaton perusta.
Edellinen viesti
Metallin leimaus- ja piirustusosien opas
Seuraava viesti
Mitkä ovat tärkeimmät erot mikroleimauksen ja standardielektroniikkaosien välillä?
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
