-
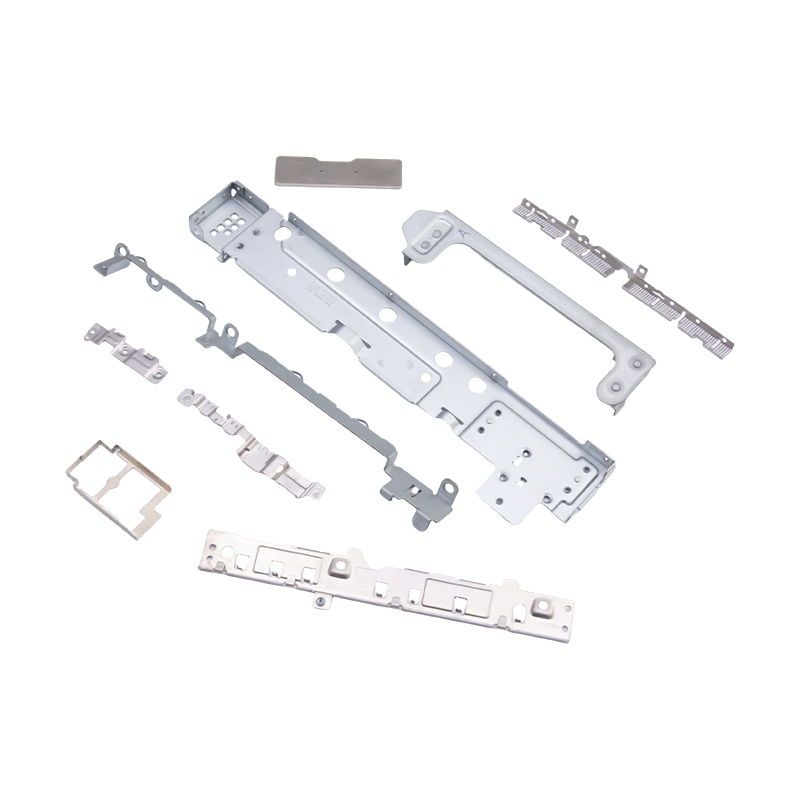
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
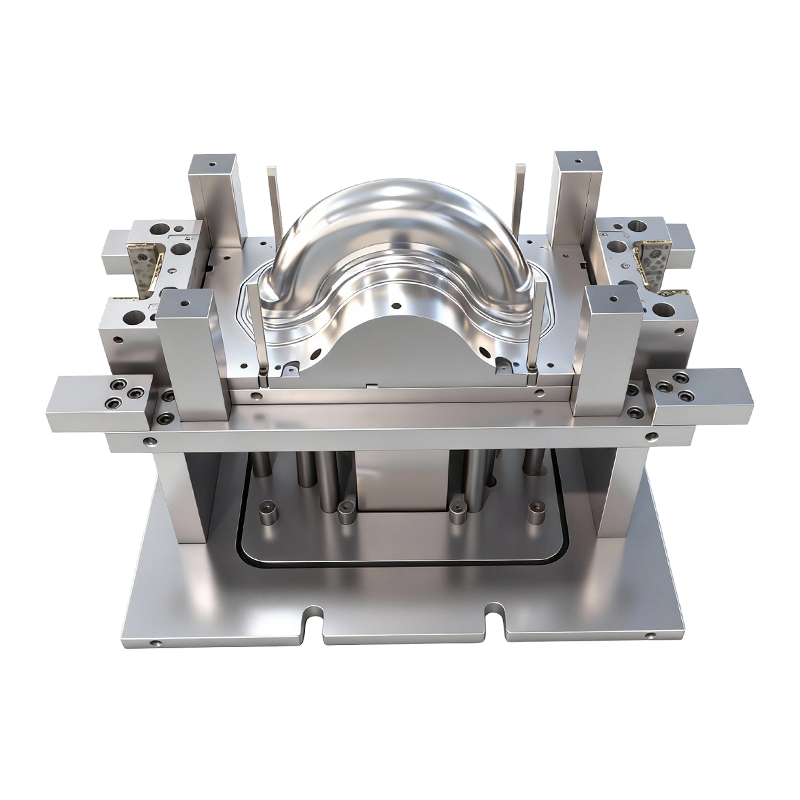
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
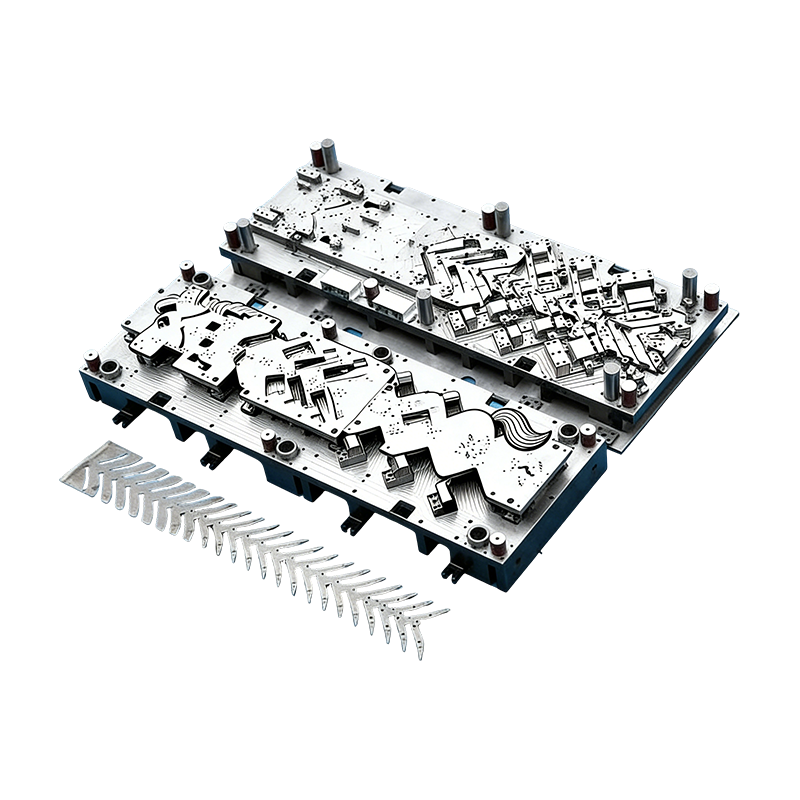
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
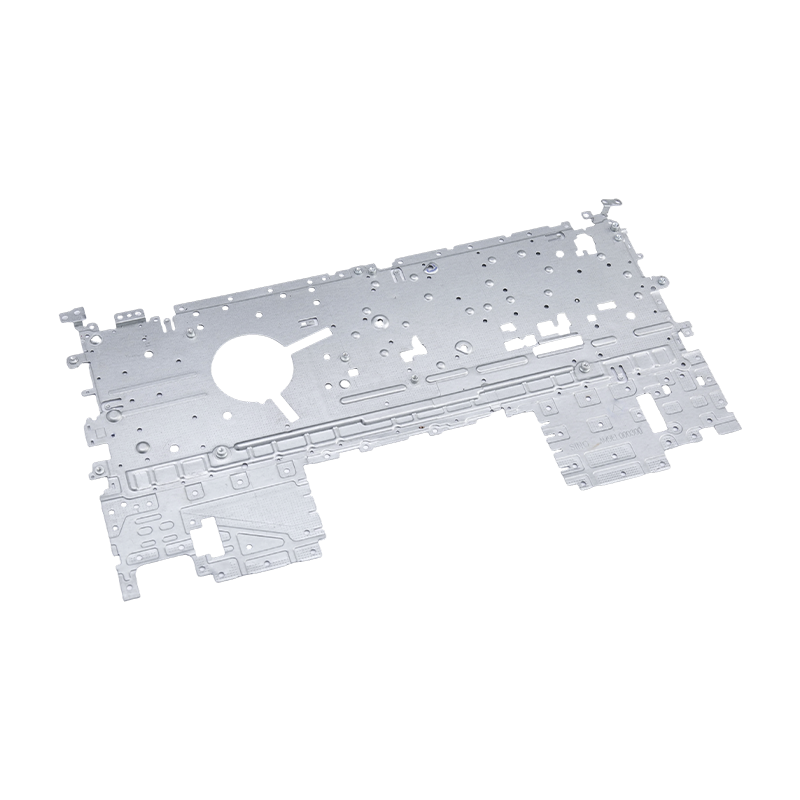
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-
Pienten autojen osien progressiiviset stanssausosat
Pienten autojen osien progressiiviset stanssaus...
-
Uusien energia-ajoneuvojen kuparikiskojen leimausosat
Uudet energiaajoneuvojen kupariset virtakiskole...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Mitkä ovat tärkeimmät erot mikroleimauksen ja standardielektroniikkaosien välillä?
Mitkä ovat tärkeimmät erot mikroleimauksen ja standardielektroniikkaosien välillä?
2026-03-09
Elektronisten leimausosien ymmärtäminen ja niiden rooli nykyaikaisessa elektroniikassa
Elektroniset leimausosat ovat tarkkuusmetallikomponentteja, jotka valmistetaan progressiivisella tai siirtoleimausprosessilla, jossa tasaista metallilevyä tai kelamateriaalia muodostetaan asteittain, lävistetään, taivutetaan ja muotoillaan karkaistuilla muottisarjoilla valmiiden osien tuottamiseksi tiukoilla mittatoleransseilla. Nämä komponentit muodostavat rakenteellisen ja sähköisen perustan käytännössä kaikille nykyisin tuotannossa oleville elektronisille laitteille – kuluttajien älypuhelimista ja kannettavista autojen ohjausmoduuleista, lääketieteellisistä implanteista ja teollisuusantureista. Kategoria sisältää valtavan valikoiman komponenttityyppejä, mukaan lukien liittimet, liittimet, suojukset, kannakkeet, koskettimet, lyijykehykset, lämmönlevittimet ja jousielementit, joilla kaikilla on yhteinen ominaisuus, että ne on muodostettu metallilevystä sen sijaan, että ne on koneistettu kiinteästä materiaalista tai valettu sulasta metallista. Elektronisten leimausosien laajassa universumissa mikroleimauksen ja vakioleimauksen välinen ero on yksi käytännössä merkittävimmistä jakolinjoista valmistuskyvyn, prosessivaatimusten ja loppukäyttösovellussoveltuvuuden suhteen.
Vakioelektronisten leimausosien määrittely: mitat ja ominaisuudet
Vakioelektroniset leimausosat ovat leimausteollisuuden laaja keskitie, ja ne sisältävät komponentteja, joiden ominaiskoko ja materiaalipaksuus ovat tavanomaiset progressiiviset meistityökalut ja standardileimauspuristimet pystyvät valmistamaan luotettavasti suurella volyymilla. Käytännössä tavallisia elektronisia leimausosia valmistetaan tyypillisesti ohutlevystä, jonka paksuus vaihtelee noin 0,15 mm - 3,0 mm ja jossa on reiät, muotoiltuja piirteitä ja taivutussäteitä, jotka on mitoitettu millimetrin kymmenesosissa mikronin sijaan. Vakioelektronisten leimausosien mittatoleranssit ovat yleensä välillä ±0,05 mm - ±0,1 mm, mikä on saavutettavissa hyvin huolletuilla tavanomaisilla puristuslaitteiden työkaluilla, jotka vaihtelevat 25 tonnin pöytäkoneista 400 tonnin siirtopuristimiin suurempia komponentteja varten.
Vakioelektronisten leimausosien materiaalivalikoima on laaja ja sisältää kylmävalssattua terästä, ruostumatonta terästä 301 ja 304, kupariseoksia, kuten C110, C194 ja C260 messinkiä, alumiiniseoksia 1100 ja 3003 sekä nikkelihopeaa. Pintakäsittelyvaihtoehtoja, mukaan lukien galvanointi tinalla, nikkelillä, hopealla tai kullalla, käytetään rutiininomaisesti tavallisiin elektronisiin leimausosiin, jotta saavutetaan kosketuskestävyys, korroosionkestävyys ja juotettavuusominaisuudet, jotka vaaditaan niiden tietylle piirille tai mekaaniselle toiminnalle. Vakioelektronisten leimausosien tuotantomäärät voivat vaihdella tuhansista satoihin miljooniin kappaleisiin vuodessa, ja progressiivinen meistityökalu mahdollistaa 100-800 iskua minuutissa osan monimutkaisuudesta ja puristimen koosta riippuen.
Mikä määrittelee mikroleimauksen ja missä se eroaa tavallisesta käytännöstä
Mikroleimaus astuu kuvaan, kun elektronisten leimausosien mittavaatimukset ylittävät sen, mitä standardityökalut ja prosessiohjaukset voivat luotettavasti toimittaa. Vaikka ei ole olemassa yleisesti hyväksyttyä kynnysarvoa, mikroleimauksen katsotaan yleensä alkavan, kun materiaalin paksuus putoaa alle 0,1 mm, kun rei'itetyn elementin koot lähestyvät tai ylittävät suhdetta 1:1 materiaalin paksuuden kanssa (eli reiän halkaisijat ovat yhtä suuria tai pienempiä kuin rei'itettävän levyn paksuus) tai kun osan kokonaismitat mitataan yksinumeroisina millimetreinä ±00 mm:n tarkkuudella ±0.0 mm:n tarkkuudella. mm. Tässä mittakaavassa metallin muodonmuutosta, työkalujen kulumista ja puristusdynamiikkaa säätelevät fysikaaliset lait vaativat olennaisesti erilaisia lähestymistapoja muotin suunnitteluun, puristimen valintaan, prosessin ohjaukseen ja laaduntarkastukseen verrattuna tavanomaiseen elektroniseen leimausosien tuotantoon.
Elektroniikkateollisuuden säälimätön pyrkimys miniatyrisoida on ensisijainen voima, joka laajentaa mikroleimattujen elektronisten leimausosien markkinoita. Älypuhelinliittimet, kuulokojeen komponentit, puettavat anturikotelot, sydämentahdistimen johtoliittimet, MEMS-laitteiden pakkaus ja hienojakoiset IC-johtokehykset vaativat kaikki mikroleimattuja ominaisuuksia, joita ei yksinkertaisesti voida tuottaa spesifikaatioiden mukaan perinteisillä leimausmenetelmillä. Kuilu sen välillä, mitä standardi- ja mikroleimauksella voidaan saavuttaa, on kasvanut, kun laitteiden miniatyrisointi on kiihtynyt, mikä tekee näiden kahden luokan välisen eron kaupallisesti ja teknisesti yhä tärkeämmäksi.
Työkalujen suunnittelu ja meistien rakentaminen: missä erot ovat selkeimpiä
Mikroleimattujen elektronisten leimausosien valmistukseen käytetyt meistityökalut eroavat tavallisista työkaluista lähes jokaiselta suunnittelultaan, materiaalispesifikaatioltaan ja valmistusprosessiltaan. Elektronisten leimausosien standardiprogressiiviset meistit on valmistettu työkaluteräslaaduista, kuten D2, M2 tai DC53, ja meistinvälykset on asetettu tyypillisesti 5–10 %:iin materiaalin paksuudesta per sivu. Vakiomitoilla nämä välykset ovat saavutettavissa tavanomaisilla CNC-hionta- ja EDM-langanleikkauslaitteilla, ja tuloksena olevat työkalut voivat tuottaa miljoonia osia ennen kunnostusta.
Pienikokoisten elektronisten leimausosien mikroleimaussuuttimet vaativat yksinumeroisina mikroneina mitattuja välyksiä – joskus jopa 1–3 mikronia per puoli saadakseen hienoimmat ominaisuudet – vaativat meistikomponentit, jotka on valmistettu erittäin tarkoilla hiomakoneilla ja profiilien EDM-laitteilla, jotka pystyvät pitämään ±0,001 mm:n tai paremmat toleranssit. Mikroleimattujen ominaisuuksien rei'ityshalkaisijat voivat olla niinkin pieniä kuin 0,05 mm, missä mittakaavassa meisti on mekaanisesti hauras ja herkkä taipumalle lävistyksen aikana syntyvien sivuvoimien vaikutuksesta. Muotisuunnittelijat kompensoivat ohjausholkkijärjestelyillä, jotka tukevat meistiä lähellä leikkauspintaa, pienemmillä meistin sisääntulopituuksilla, jotka minimoivat tukemattoman meistinpituuden, ja ohjatun lävistimen välisen kohdistuksen avulla, joka saavutetaan tarkasti hiottujen ohjauspylväiden ja holkkien avulla, joissa on mikronitason välykset.
Kovametallityökalut – erityisesti volframikarbidilaadut, jotka on valittu niiden kovuuden, sitkeyden ja puristuslujuuden yhdistelmän perusteella – ovat olennaisesti pakollisia mikroleimattujen elektronisten leimausosien tuotannossa. Työkaluteräksen kulumisnopeus mikromittaisissa lävistysmitoissa tekisi työkaluista taloudellisesti kannattamattomia lyhyellä tuotantojaksolla. Vaikka kovametallisuuttimet ovat huomattavasti kalliimpia valmistaa kuin vastaavat työkaluteräkset, ne tarjoavat kulumiskestävyyden ja mittavakauden, joita tarvitaan ominaisuuksien koon ja reunan laadun säilyttämiseen miljoonien iskujen aikana, joita tarvitaan kustannustehokkaaseen mikroleimattujen elektronisten leimausosien tuotantoon.
Paina laite- ja prosessiohjausvaatimukset
Mikroleimattujen elektronisten leimausosien puristuslaitteet poikkeavat oleellisesti standardileimauspuristimen spesifikaatioista. Vakioelektronisten leimausosien tuotanto sietää puristuskehyksen taipumista, liukujen yhdensuuntaisuuden vaihtelua ja dynaamista tärinää, joka olisi katastrofaalinen mikromittakaavassa. Mikroleimauspuristimet on rakennettu olennaisesti tiukemmille liukuohjauksille – tyypillisesti 0,003 mm tai parempaa samansuuntaisuutta – käyttämällä hydrostaattisia tai tarkkuusrullalaakeroituja liukuohjaimia, jotka säilyttävät tasaisen sulkukorkeuden riippumatta epäsymmetrisistä osien geometrioista johtuvasta epäkeskisesta kuormituksesta.
Servokäyttöiset mikroleimauspuristimet tarjoavat erityisiä etuja tarkkuuselektronisten leimausosien valmistukseen mikromittakaavassa. Mahdollisuus ohjelmoida mielivaltaisia liukuliikeprofiileja – hidas lähestyminen kosketukseen herkkien ominaisuuksien vuoksi, nopea palautus syklin ajan optimointiin, kontrolloitu viipyminen pohjakuolopisteessä kolikoita varten – tarjoaa prosessin joustavuuden tason, johon kampikäyttöiset mekaaniset puristimet eivät voi vastata. Servopuristimet poistavat myös vauhtipyöräkäyttöisiin mekaanisiin puristimiin liittyvät energiahuiput, vähentäen suulakkeeseen välittyvää tärinää ja parantaen mittojen yhtenäisyyttä mikroleimattujen elektronisten leimausosien pitkien tuotantosarjojen aikana.
Keskeisten ominaisuuksien vertailu vierekkäin
Alla olevassa taulukossa on jäsennelty vertailu tärkeimmistä eroista mikroleimauksen ja elektronisten leimausosien standardiprosessien välillä suunnitteluinsinööreille ja hankintaasiantuntijoille tärkeimmillä mitoilla:
| Ominaista | Vakioelektroniset leimausosat | Mikroleimatut elektroniset leimausosat |
| Materiaalin paksuusalue | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Mitattoleranssi | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Die välys per puoli | 5-10 % materiaalin paksuudesta | 1-3 mikronia absoluuttinen |
| Työkalumateriaali | Työkaluteräs (D2, M2, DC53) | Volframikarbidi |
| Paina tyyppi | Mekaaninen/hydraulinen | Tarkkuus servo / hydrostaattinen ohjain |
| Tyypillinen aivohalvaus | 100-800 spm | 200–1 500 spm (servooptimoitu) |
| Tarkastusmenetelmä | CMM, optinen komparaattori | Näköjärjestelmät, SEM, konfokaalinen mikroskopia |
| Työkalujen hinta | Kohtalainen | Korkeasta erittäin korkeaan |
Mikromittakaavaisten elektronisten leimausosien materiaalivalintaerot
Mikroleimattujen elektronisten leimausosien materiaalin valintaan liittyy muita rajoituksia kuin vakiokomponentteja. Alle 0,1 mm:n paksuudella metallin mikrorakenteesta tulee suoraan olennainen meistokäyttäytymisen kannalta – materiaalin paksuuteen suhteutettu raekoko voi aiheuttaa epäjohdonmukaisia muodonmuutoksia, jäysteen muodostumista ja reunan laadun vaihtelua, joka olisi mitätön standardipaksuuksilla. Mikroleimaussovellukset määrittävät tyypillisesti materiaaleja, joilla on kontrolloidut raerakenteet ja jotka on usein määritelty ASTM:n tai JIS:n hienorakeisten spesifikaatioiden mukaan, jotta varmistetaan tasainen metallivirtaus ja leikkausreunan laatu koko leimausoperaation aikana.
Kuparilejeeringit ovat edelleen yleisimpiä johdinmateriaaleja mikroleimatuissa elektronisissa leimausosissa, erityisesti C194 (kupari-rauta-fosfori) ja C7025 (kupari-nikkeli-pii) -laadut, jotka tarjoavat hyvän sähkönjohtavuuden yhdistettynä miniatyyri kosketus- ja liitosovelluksiin tarvittaviin jousiominaisuuksiin ja muokattavuuteen. Berylliumkupariseokset, erityisesti liuoshehkutetussa tilassa oleva C17200, on tarkoitettu mikromeistettyihin jousikoskettimiin, joissa vaaditaan maksimaalista elastista taipumista kuormituksen alaisena, vaikka niiden käsittely vaatii huolellista huomiota terveyteen ja turvallisuuteen leimaamisen ja viimeistelyn aikana.
Laaduntarkastus- ja mittaushaasteet mikromittakaavassa
Mikroleimattujen elektronisten leimausosien mittojen vaatimustenmukaisuuden varmistaminen vaatii tarkastuslaitteita ja -menetelmiä, jotka ylittävät useimpien leimauslaadun laboratorioiden koordinaattimittauskoneet ja optiset vertailulaitteet. Kymmeninä mikroneina mitatut piirteiden koot vaativat kosketuksettomat optiset mittausjärjestelmät – tyypillisesti automatisoidut näköjärjestelmät, joissa on alle mikronin tarkkuusobjektiivit ja telesentrinen optiikka – jotka pystyvät mittaamaan satoja ominaisuuksia osaa kohden sekunneissa tuotantolinjan nopeuksilla. Pyyhkäisyelektronimikroskooppi (SEM) tarjoaa kriittisimmille mitoille tarvittavan resoluution reunan laadun, jäysteen korkeuden ja pinnan kunnon karakterisointiin sellaisella yksityiskohdalla, jota valooptiikalla ei voida saavuttaa.
Mikroleimattujen elektronisten leimausosien tilastollinen prosessinohjaus on toteutettava tiukalla tasolla, joka ylittää tyypilliset SPC-ohjelmat, joita sovelletaan standardien elektronisten leimausosien tuotantoon. Mikromittakaavainen meistikuluminen tuottaa mittojen ajautumisen, joka voi ylittää toleranssirajat yhden tuotantovuoron sisällä eikä vakiotyökaluille tyypillisten usean päivän tuotantojaksojen aikana. Reaaliaikainen SPC, jossa on automaattinen palaute puristusparametreihin – sulkukorkeuden, syöttövaiheen ja voitelun toimituksen säätäminen mitattujen mittojen kehityksen mukaan – on yhä yleisempi käytäntö tarkkuuselektroniikan alaa palvelevissa johtavissa mikroleimausoperaatioissa.
Valitse sovellukseesi mikro- ja tavallisten elektronisten leimausosien välillä
Päätös mikroleimattujen tai standardien elektronisten leimausosien määrittämisen välillä tulisi perustua objektiivisiin toiminnallisiin vaatimuksiin pikemminkin kuin olettamukseen, että tiukemmat toleranssit tuottavat aina parempia tuotteita. Vakioelektroniset leimausosat ovat sopivia aina, kun sovelluksen mitta-, sähkö- ja mekaaniset suorituskykyvaatimukset voidaan täyttää tavanomaisen leimaamisen rajoissa – ja useimmissa elektroniikkakokoonpanosovelluksissa ne voidaan täyttää. Huomattavasti pienemmät työkalukustannukset, laajempi toimittajakunta ja yksinkertaisempi laadunhallinta standardien elektronisten leimausosien kanssa ovat todellisia etuja, joista ei pidä luopua ilman selkeää toiminnallista perustetta.
Mikroleimaus on määriteltävä, kun miniatyrisointi on todellinen suunnittelutekijä – kun komponenttien pienemmät mitat mahdollistavat merkittäviä parannuksia laitteen suorituskykyyn, integrointitiheyteen tai loppukäyttäjän kokemuksiin, mikä oikeuttaa suuremman työkaluinvestoinnin ja monimutkaisemman toimitusketjun hallinnan. Sovellukset, kuten ultrapieniliittimet implantoitaville lääkinnällisille laitteille, alimillimetriset jousikoskettimet puetettaville antureille, hienojakoiset lyijykehykset edistyneille IC-paketteille ja tarkkuussuojauskomponentit RF-herkille moduuleille, edustavat kaikki tapauksia, joissa mikroleimattujen elektronisten leimausosien ominaisuudet tarjoavat toiminnallista arvoa, jota ei voida toistaa standardimittakaavassa .

Edellinen viesti
Metallien leimausosat autoihin ja kodinkoneisiin: prosessit, materiaalit ja laatustandardit
Seuraava viesti
Mitä eroa on perinteisillä ja simulaatiooptimoiduilla autojen leimausmuottimilla?
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
