-
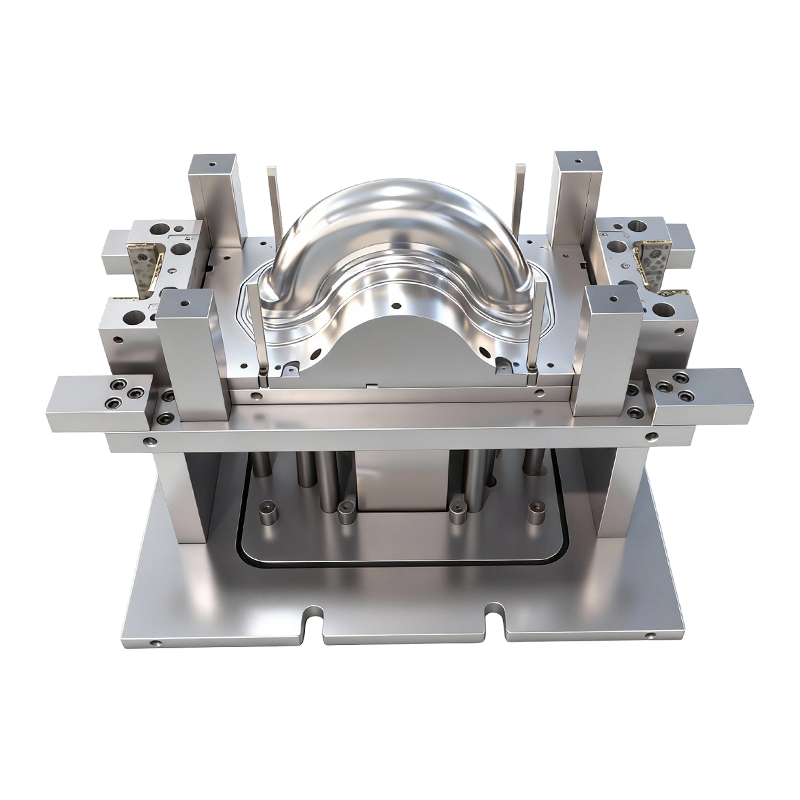
Syvävetomuotti kaksipyöräisten sähköautojen etu- ja takapyörille
Tämä kaksipyöräisten sähköajoneuvojen etu- ja t...
-
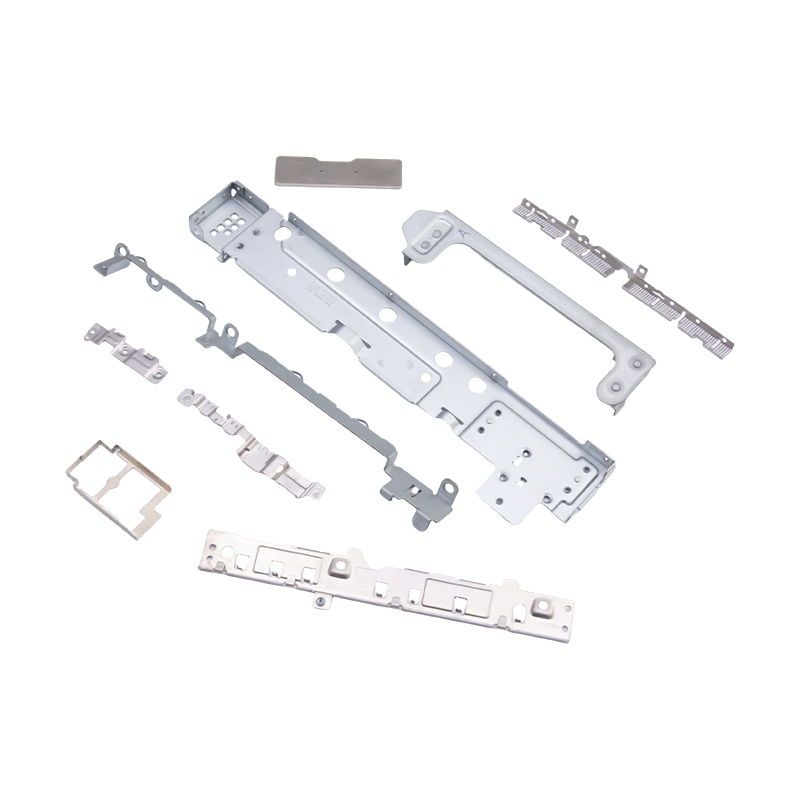
Pienet leimatut osat kannettaville tietokoneille ja matkapuhelimille
Kannettavien tietokoneiden ja matkapuhelimien p...
-
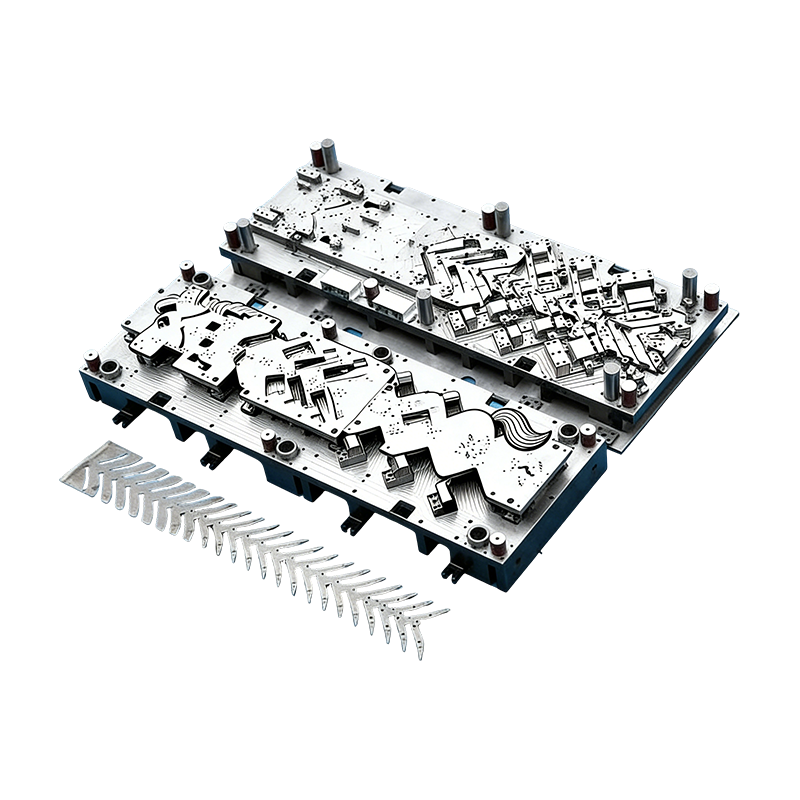
Progressiiviset muotit autojen osiin
Tämä jatkuva muotti autojen moottorikoteloille ...
-
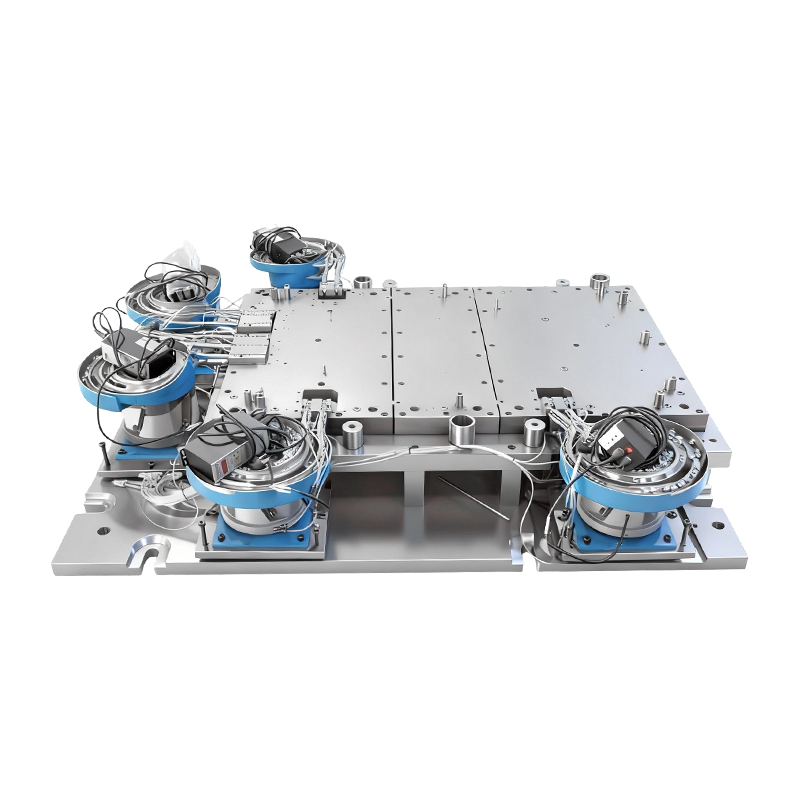
Automaattinen niittausmuotti suurille tietokonekoneille
Tämä automaattinen niittausmuotti suurelle tiet...
-
Kannettavan tietokoneen leimausosat
Kannettavan tietokoneen leimausosamme ovat tark...
-
Korkealaatuiset suuret tietokoneen leimausosat
Huippuluokan suuret tietokoneleimaosamme ovat t...
Teollisuuden uutisia
Kotiin / Uutiset / Teollisuuden uutisia / Mitä eroa on perinteisillä ja simulaatiooptimoiduilla autojen leimausmuottimilla?
Mitä eroa on perinteisillä ja simulaatiooptimoiduilla autojen leimausmuottimilla?
2026-03-02
Miksi kuilu perinteisten ja simulaatiooptimoitujen kuoppien välillä on tärkeä nyt
Autojen leimauslevyt ovat aina olleet ajoneuvovalmistuksen teknisesti vaativimpia työkaluinvestointeja. Yksittäinen korin paneelin muottisarja voi edustaa satoja tuhansia dollareita suunnittelu-, koneistus- ja koeajassa – ja virheellisen suunnittelun seurauksia ei mitata pelkästään korjauskustannuksina, vaan tuotannon viivästyneinä, lisääntyneinä romumäärinä ja osien laadun heikkenemisessä, joka leviää loppupään kokoonpanotoimintoihin. Vuosikymmenten ajan muotin suunnittelu perustui kokeneiden työkaluvalmistajien kertyneeseen empiiriseen tietoon: iteratiivisiin fyysisiin kokeiluihin, aihion pidikkeen voiman ja vedon vanteen geometrian manuaalisiin säätöihin sekä asteittaiseen jalostukseen yrityksen ja erehdyksen kautta, kunnes meisti tuotti hyväksyttäviä osia johdonmukaisesti.
Siirtyminen simulointiin optimoituihin autojen leimausmuotteihin ei tapahtunut yhdessä yössä, mutta sen vauhti on kiihtynyt jyrkästi ajoneuvojen ohjelmien ollessa samanaikaisesti monimutkaisempia ja tiiviimpiä. Erityisesti sähköajoneuvot ovat tuoneet mukanaan uusia materiaalihaasteita – magnesium-alumiiniseoksesta valmistettuja akkukoteloita, erittäin lujia teräksisiä rakenneosia ja monimutkaisia syvävedettyjä geometrioita, jotka työntävät muovauksen rajoja – joihin perinteinen empiirinen lähestymistapa ei pysty vastaamaan luotettavasti markkinoiden vaatimusten tiivistetyssä kehitysaikataulussa. Konkreettisten erojen ymmärtäminen perinteisen ja simulaatioon optimoidun meistisuunnittelun ja -tuotannon välillä on välttämätöntä suunnittelutiimille, jotka arvioivat työkalujen kehitysprosessejaan vuonna 2025 ja sen jälkeen.
Kuinka perinteinen autoleimausmeistikehitys todella toimii
Perinteinen autojen leimaussuulakekehitys alkaa osan geometrialla ja materiaalimäärityksellä, josta kokenut meistisuunnittelija rakentaa muottikonseptin, joka perustuu vakiintuneisiin suunnittelusääntöihin ja kuvioiden yhteensovittamiseen aikaisempiin vastaaviin osiin. Rei'itys, meisti, aihion pidike ja meistisarjan geometria määritellään käsikirjakaavojen, patentoitujen suunnitteluohjeiden ja suunnittelijan harkinnan avulla. Aihion koko arvioidaan käyttämällä pinta-alaperusteisia menetelmiä tai yksinkertaistettua geometrista avautumista, ja vetopalojen sijainnit ja rajoitusvoimat valitaan vertailukelpoisten paneelien muodoista yleisten kokemusten perusteella sen sijaan, että analysoitaisiin nykyisen osan ominaisjännitystilaa.
Fyysinen kokeiluvaihe on silloin, kun perinteinen prosessi joko vahvistaa tai paljastaa tämän lähestymistavan rajoitukset. Kun alkuperäinen muotti tuottaa osia, joissa on ryppyjä vähärasitusalueilla, halkeamia tiukoilla säteillä, materiaalin liiallista ohenemista kriittisissä rakenteellisissa paikoissa tai takaiskua, joka työntää muotoiltua geometriaa ±0,02 mm:n toleranssikaistan ulkopuolelle, joka vaaditaan koripaneelin tarkkuuskokoonpanoon, vastaus on fyysinen interventio: aihion pidikkeen voiman säätäminen välilevyjen lisäyksillä, pinnan hiontahitsauksen muuttaminen ja hiontahitsauksen muuttaminen. vyöhykkeitä tai leikkaa suulakepintoja metallin virtauskuvioiden muuttamiseksi. Jokainen interventio vaatii uuden koeajon, ja monimutkaiset paneelit voivat vaatia kymmeniä iteraatioita ennen kuin muotti tuottaa jatkuvasti hyväksyttäviä osia.
Tämän lähestymistavan kustannusvaikutukset ovat huomattavat. Fyysinen koeaika suurella siirtopuristimella tai progressiivisella muottilinjalla on kallista, ja vikojen diagnosointiin, suunnittelutoimenpiteisiin ja muutosten suorittamiseen tarvittava insinöörityö kerääntyy nopeasti haastaviin paneeleihin. Vielä tärkeämpää on, että empiirinen lähestymistapa ei takaa konvergenssia – jotkin puhtaasti kokemukseen perustuvat meistimallit saavuttavat paikallisen optimin, jota ei voida parantaa ilman perusteellista uudelleensuunnittelua, tilanne, joka ei välttämättä tule ilmi, ennen kuin fyysiseen työkaluun on jo tehty merkittäviä investointeja.
Mitä Simulaatio-Optimoitu Die Design Muutoksia Kehitysprosessissa
Simulaatioon optimoitu autojen leimaamissuulakekehitys korvaa suuren osan fyysisestä kokeilu- ja virhesyklistä virtuaalisella muovausanalyysillä, joka suoritetaan ennen metallin leikkaamista. FEA (finite element analysis) -ohjelmisto mallintaa koko muovausprosessia – aihion kosketuksesta aihion pidikkeen kanssa täyteen vetosyvyyteen – laskemalla levyn jännityksen, venymän, paksuuden jakauman ja takaisinjoustokäyttäytymisen käytetyissä työkalugeometriassa ja prosessiolosuhteissa. Simulaatiotulos tunnistaa mahdolliset vikojen paikat: muodostumisrajakäyrää lähestyvät alueet, joissa halkeamisriski on kohonnut, puristusjännityksen kertymisen vyöhykkeet, joissa esiintyy rypistymistä, ja liiallisen ohenemisen alueet, jotka vaarantaisivat rakenteellisen suorituskyvyn tai pinnan laadun.
Kriittisesti simulointi mahdollistaa parametrisen optimoinnin, joka olisi käytännössä mahdotonta fyysisellä kokeilulla. Aihion pidikkeen voimaa voidaan vaihdella sen täydellä mahdollisella alueella laskenta-ajan minuutteina, jotta löydetään arvo, joka samanaikaisesti estää rypistymistä ja välttää halkeilua – vastakkaiset vikatilat, jotka tekevät aihion pidikkeen voiman kalibroinnista niin haastavaa perinteisessä muotikehityksessä. Piirustuspalon geometria, sijainti ja rajoitusvoima voidaan optimoida kullekin aihion kehän osuudelle itsenäisesti ottaen huomioon suunnasta riippuva virtausvastus, jota tarvitaan metallin jakautumisen hallitsemiseen monimutkaisissa epäsymmetrisissä paneeligeometrioissa. Pintakäsittelyn valinta – mukaan lukien syvävetoalueilla vaadittavat erittäin sileät Ra ≤ 0,05 μm -pinnat – voidaan arvioida kitkakertoimen herkkyystutkimuksilla, jotka kvantifioivat, kuinka pinnan laadun parannukset vaikuttavat muovaustuloksiin, ennen kuin sitoutuu ne saavuttaviin koneistus- ja viimeistelytoimintoihin.
Deep Drawing Dies for EV Components: Missä simulaatiosta tulee välttämätöntä
Sähköautosiirtymä on tuonut mukanaan muodostushaasteita, jotka tekevät simuloinnista paitsi hyödyllistä, myös käytännössä tarpeellista. Sähköajoneuvokohtaisten komponenttien – erityisesti magnesium-alumiiniseoksesta valmistettujen akkukoteloiden, joiden syvävetosuhde ylittää 2,5:1 – syvävetimuotit toimivat materiaalin kestävyyden rajalla ilman vaurioita. Alumiiniseosten muovausrajakäyttäytyminen eroaa olennaisesti miedoista ja lujista teräksistä, joista perinteisten autojen leimaamissuulakkeiden kehitystyössä on kertynyt kokemusta: alumiinilla on heikompi muovattavuus, vahvempi anisotropia ja suurempi herkkyys venymänopeudelle ja lämpötilalle kuin perinteisillä koripaneeliteräslaaduilla.
Simulaatiotyökalut, jotka on kalibroitu tarkalla materiaalin ominaisuustiedolla – mukaan lukien rajakäyrät, anisotropiakertoimet ja virtausjännityskäyrät, jotka on määritetty fysikaalisten materiaalien karakterisointitesteistä – voivat ennustaa, muodostaako ehdotettu muotin geometria onnistuneesti alumiinisen akun kotelon halkeilematta lävistyssäteessä tai rypistymättä laipassa, ennen kuin mitään työkaluinvestointeja tehdään. Tämä ennustekyky on erityisen arvokas syvävetosuhteissa, jotka ovat yli 2,5:1, jolloin prosessiikkuna rypistymis- ja halkeiluvikatilojen välillä kapenee siihen pisteeseen, että empiirinen säätö ei todennäköisesti löydä vakaata toimintatilaa ilman systemaattista laskennallista ohjausta.
Materiaalin ohenemisen ennustaminen on toinen kriittinen simulointitulos sähköajoneuvojen syvävetomuotteille. Akkukoteloille ja sähköajoneuvojen rakenteellisille komponenteille on määritelty vähimmäisseinämäpaksuusvaatimukset, jotka perustuvat rakenneanalyysiin ja turvallisuusstandardeihin. Simuloinnin avulla meistisuunnittelijat voivat varmistaa, että oheneminen pahiten venytetyillä alueilla pysyy sallituissa rajoissa koko tuotantovaihtelun – materiaalin ominaisuuksien hajoamisen, aihion paksuuden toleranssin, voiteluolosuhteiden vaihtelun – alueella, sen sijaan että vain fyysisen kokeilun edustamassa nimellissuunnittelupisteessä.
Vertailu: perinteinen vs. simulaatio-optimoitu leimausmeistin kehitys
Käytännön erot näiden kahden lähestymistavan välillä ymmärretään parhaiten keskeisillä ulottuvuuksilla, jotka vaikuttavat muottiohjelman kustannuksiin, ajoitukseen ja laatutuloksiin:
| Kehitysulottuvuus | Perinteinen lähestymistapa | Simulaatio-optimoitu lähestymistapa |
| Vian havaitsemisen ajoitus | Fyysinen koe, jälkityöstö | Virtuaalinen analyysi, esikoneistus |
| Tyhjän pidikkeen voiman optimointi | Empiirinen välilevyn säätö | Parametrinen FEA-pyyhkäisy |
| Alumiini/EV-materiaalivalmius | Epäluotettava yli 2,0:1 vetosuhteen | Vahvistettu suhteille, jotka ylittävät 2,5:1 |
| Springbackin hallinta | Yrityksen ja erehdyksen kompensaatioleikkaukset | Ennustettu ja esikompensoitu CAD-muodossa |
| Toleranssin saavutus (±0,02 mm) | Tarvitaan useita kokeilutoistoja | Ensiosumakyky huomattavasti korkeampi |
| Ohjelman ajoituksen riski | Korkea, kokeilutoistot odottamattomat | Vähentynyt, suuret ongelmat ratkaistu virtuaalisesti |
Älykäs valvontaintegraatio ja modulaaristen muottirakenteiden rooli
Simuloinnin optimointi ei pääty, kun muotin suunnittelu on viimeistelty ja koneistettu. Nykyaikaiset autoleimausmuotit integroivat yhä enemmän älykkäitä valvontajärjestelmiä – in-die anturit, jotka mittaavat aihion pidikkeen voiman jakautumista, akustiset päästöanturit, jotka havaitsevat halkeaman alkamisen, ja näköjärjestelmät, jotka tarkastavat osien geometriaa puristusnopeudella – jotka antavat reaaliaikaista palautetta tuotannon aikana. Tämän valvontainfrastruktuurin avulla prosessisuunnittelijat voivat havaita ajautumisen optimoiduista muovausolosuhteista, jotka simulaatio luotiin vakaaksi toimintaikkunaksi, ja käynnistävät korjaavat toimet ennen kuin vikojen määrä kasvaa, eikä sen jälkeen, kun romu on kertynyt.
Modulaariset muottirakenteet laajentavat entisestään simulaation optimoinnin arvoa sallimalla yksittäisten muottikomponenttien – kulumiskriittisten kohtien lisäosat, vetopalojen segmentit, aihioiden pidikeosat – vaihtaa itsenäisesti, kun kuluminen heikentää niiden geometriaa optimoidun muovaustilan ylläpitämiseen vaadittavan toleranssin alapuolelle. Sen sijaan, että koko muottisarja poistetaan käytöstä, kun yksi alue lähestyy kulumista, modulaarinen rakenne mahdollistaa vahingoittuneiden komponenttien kohdennetun vaihdon, säilyttää investoinnin jäljellä olevaan muottirakenteeseen ja säilyttää pintakäsittelyn laadun – Ra ≤ 0,05 μm kriittisillä muovausvyöhykkeillä – josta simulaatiooptimoitu prosessi riippuu tasaisten kitkaolosuhteiden ja osien laadun varmistamiseksi.
Käytännön ohjeita siirtymää arvioiville insinööriryhmille
Suunnittelutiimien, jotka harkitsevat siirtymistä perinteisestä simulaatiooptimoituun autojen leimausmuotin kehittämiseen, tulisi arvioida nykyinen prosessinsa useiden käytännön kriteerien perusteella. Simulaatioinvestointi on vahvin, kun ohjelma sisältää jonkin seuraavista ominaisuuksista, joita perinteiset empiiriset menetelmät käsittelevät huonosti:
- Kehittyneet lujat teräs- tai alumiiniseosmateriaalit, joissa muovausrajat ovat kapeat ja materiaalin ominaisuuksien vaihtelulla on merkittävä vaikutus vikariskiin
- Syvävetomuotit, joiden vetosuhde on yli 2,0:1, erityisesti sähköautojen akkukoteloissa ja ontoissa rakenneosissa, joissa materiaalin ohenemisrajat on määritelty tiukasti
- Runkopaneelit, joilla on luokan A pintavaatimukset ja joissa ryppyjä tai pinnan taipumavirheitä ei voida hyväksyä kosmeettisesti eikä niitä voida hyväksyä edes tilapäisesti kokeilun aikana
- Ohjelmat, joissa on pakatut kehitysaikajanat ja joissa pidennetyt fyysiset kokeiluiteraatiot muodostavat ei-hyväksyttävän aikatauluriskin
- Suuren volyymin tuotanto kuolee, kun simulointiinvestoinnin jaksotetut kustannukset ovat mitättömät suhteessa tuotantotehokkuushyötyihin vakaammasta ja vankemmasta muovausprosessista
Simulaatioon optimoitujen autojen leimaamissuulakekehityksen toteuttamiseen vaadittavat investoinnit kattavat ohjelmistojen lisensoinnin, materiaalin karakterisointitestauksen tarkkojen simulaatiomateriaalikorttien täyttämiseksi sekä simulaatiotulosten tulkitsemiseen ja niiden muuntamiseen käytännöllisiksi muottisuunnittelupäätöksiksi tarvittavan insinööritaidon kehittämisen. Nämä kustannukset ovat todellisia, mutta ne katetaan jatkuvasti lyhentämällä fyysistä koeaikaa, alentamalla romumääriä tuotannon käynnistämisen aikana ja eliminoimalla myöhäisen vaiheen muottien modifikaatiot, jotka edustavat eräitä autoteollisuuden kalleimmista toimenpiteistä. Sekä perinteisiä koripaneeleja että sähköautoille tarkoitettuja kevyitä komponentteja valmistavissa laitoksissa simulointikyky ei ole tulevaisuuden tavoite – se on nykyinen kilpailuvaatimus.

Edellinen viesti
Mitkä ovat tärkeimmät erot mikroleimauksen ja standardielektroniikkaosien välillä?
Seuraava viesti
Kuinka edistyneet korkealujat teräkset muuttavat autojen leimausosien valmistusta?
Meidän Tuotteet.
Aloita yrityksesi OEM-valmistajan kanssa täällä!
Tarjoa maailmanlaajuisille asiakkaille täydellisiä avaimet käteen -ratkaisuja
kautta
innovaatio!
PIKALINKIT
YHTEYSTIEDOT.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kiina
Tekijänoikeus © Suzhou Shuangqisi Mold Equipment Co., Ltd. Kaikki oikeudet pidätetään. Mukautettu leimaustyökalu Metallin leimauslevyjen valmistajat
